


















Области применения импульсной лазерной сварки
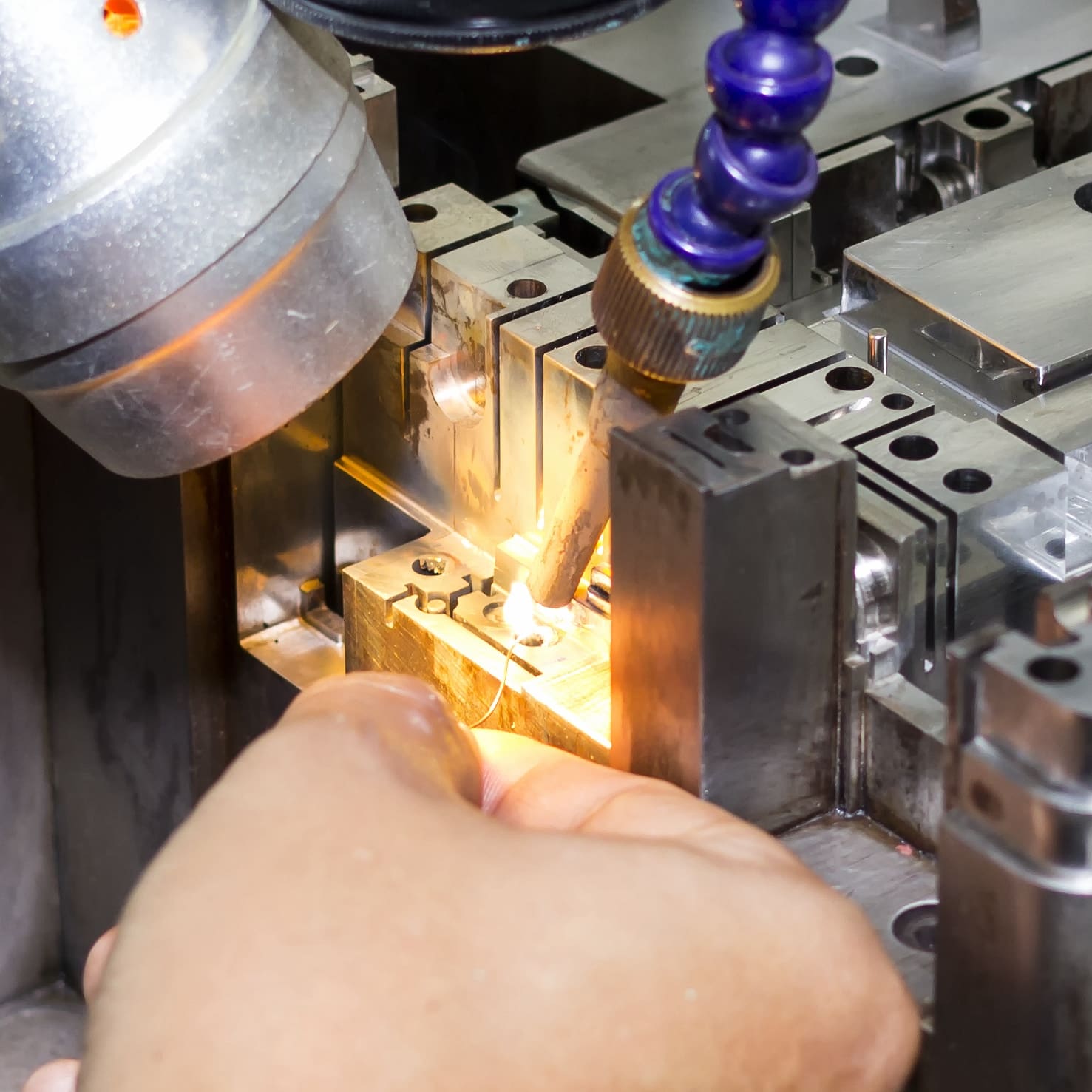
В электронике и приборостроении точечная лазерная сварка обычно используется для обеспечения механического и электрического соединения тонких проводников между собой или к печатной плате, к тонкопленочным элементам гибридных микросхем, для соединения концов термопар и т.п. Очень высока эффективность сварки тонких проволок из разнотипных материалов: никель хром, вольфрам-никель, платина-родий и др.
.png "weld-04.png")
Импульсная лазерная сварка проводников к тонкопленочным элементам микросхем – очень прецизионная технологическая операция. Толщина таких элементов из меди, хрома, никеля, золота или других элементов лежит в пределах 0,3…1 мкм. Эти элементы нанесены на подложки из ситалла, стекла или керамики. Проволочные проводники имеют диаметр 30…80 мкм и выполнены обычно из золота, никеля, меди и других металлов. С помощью импульсного лазерного излучения обеспечивается достаточно надежное механическое и электрическое соединение свариваемых элементов.
Характерным примером использования точечной импульсной сварки является соединение выводов обмотки якоря с коллектором электродвигателя малой мощности. При этом медные проволочные выводы ∅0,08…0,3 мм укладываются в соответствующий паз в коллекторе из меди. Использование лазерного излучения для сварки дало возможность обеспечить соединение выводов с коллектором без предварительного удаления изоляции. Для получения прочного соединения энергию излучения необходимо увеличить примерно на 10% по сравнению со сваркой зачищенных выводов.
В приборостроении лазерная точечная сварка применяется, если свариваемые детали не несут значительных нагрузок. Основная цель такой сварки – обеспечить фиксацию одной детали относительно другой. Из-за малых размеров в этом случае не пригодны традиционные методы фиксации с помощью штифтов, шпонок, посадок с большим натягом. Типичные примеры таких соединений – фиксация деталей типа вала и втулки по торцу, фиксация зубчатых колес на оси в точных приборах (например, часах), предварительная сварка (прихватывание) соединяемых деталей перед дальнейшей шовной лазерной сваркой или сваркой другими методами.
.png "shot_15.png")
Например, точечная сварка элементов узла часового баланса заключается в соединении стальной спиральной пружины сечением 1x0,2 мм к стержню диаметром 2,5 мм и высотой 1 мм. Применение лазерной сварки улучшило качество изготовления узла баланса, что позволило снизить максимальную суточную погрешность часов более чем в 2 раза.
Шовная сварка импульсным излучением применяется в основном для герметизации изделий небольших размеров в тех случаях, когда теплоподвод должен быть строго ограничен. Так, например, шовная сварка применяется в производстве кварцевых резонаторов в том числе для наручных часов. Этот вид сварки полностью заменил прежнюю технологию герметизации корпусов пайкой. При пайке брак составлял 80%, так как не удовлетворялись требования стабильности вакуумной плотности и стерильности процесса. Характеристики приборов выходили за пределы технических условий из-за присутствия остаточного флюса. Использование процесса шовной сварки импульсным лазерным излучением для герметизации кварцевых резонаторов повышает выход годных изделий на 34%.