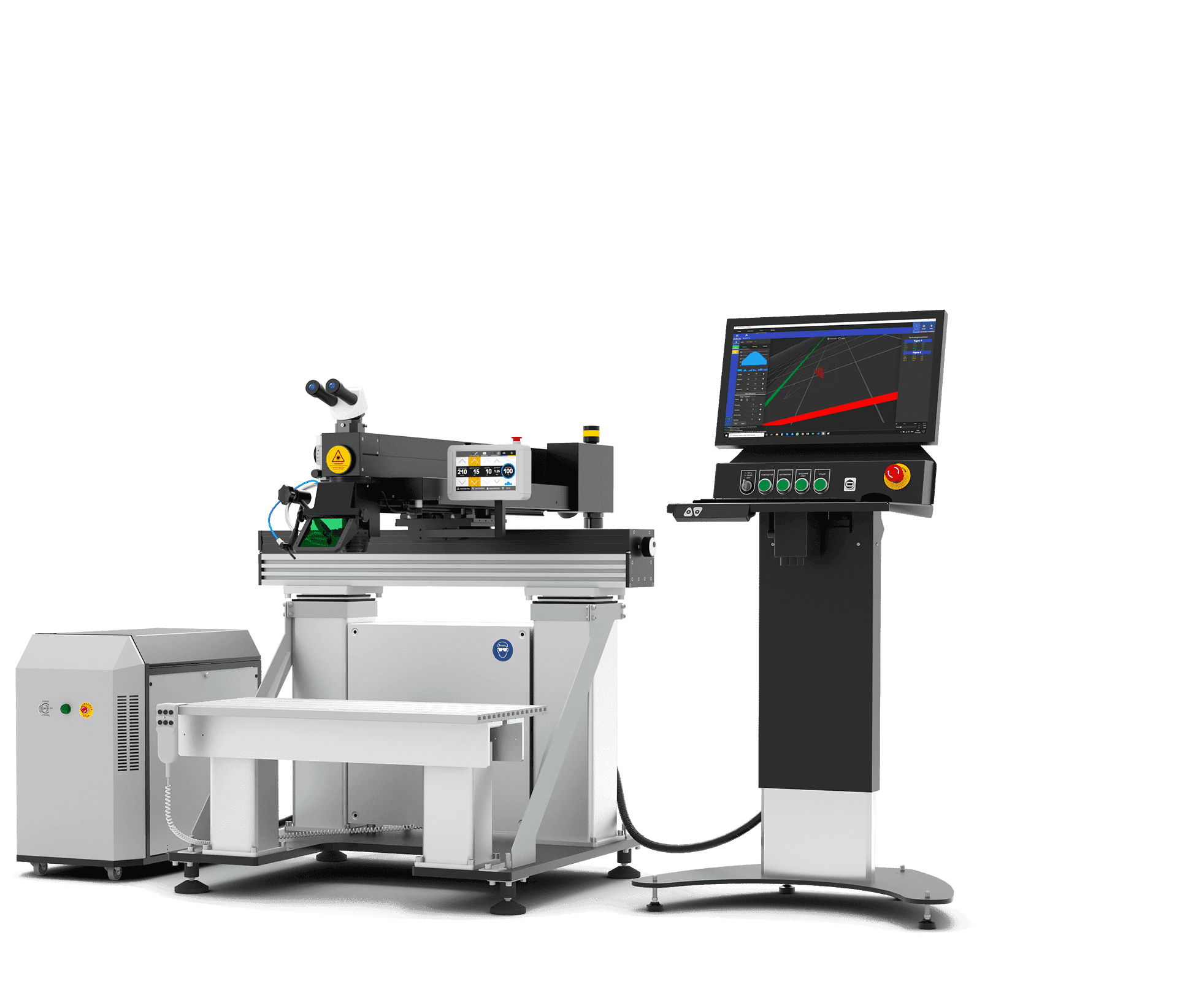
LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Подробнее
LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Array
(
[ID] => 174
[~ID] => 174
[NAME] => Особенности и преимущества технологии импульсной лазерной наплавки
[~NAME] => Особенности и преимущества технологии импульсной лазерной наплавки
[IBLOCK_ID] => 19
[~IBLOCK_ID] => 19
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => text
[~DETAIL_TEXT_TYPE] => text
[PREVIEW_TEXT] => Традиционные технологии наплавки, которые широко применяются в производстве – электроискровая, микроплазменная, наплавка штучными электродами, не в полной мере удовлетворяют современным требованиям ремонтного производства. Лазер как сварочный источник энергии используемый для наплавки, обладает существенными преимуществами.
[~PREVIEW_TEXT] => Традиционные технологии наплавки, которые широко применяются в производстве – электроискровая, микроплазменная, наплавка штучными электродами, не в полной мере удовлетворяют современным требованиям ремонтного производства. Лазер как сварочный источник энергии используемый для наплавки, обладает существенными преимуществами.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] => Array
(
[ID] => 265
[TIMESTAMP_X] => 02.10.2023 11:05:16
[MODULE_ID] => iblock
[HEIGHT] => 450
[WIDTH] => 1000
[FILE_SIZE] => 164591
[CONTENT_TYPE] => image/jpeg
[SUBDIR] => iblock/785
[FILE_NAME] => p4r7jtkn2erro146t7gtwud1mdjn15dv.jpg
[ORIGINAL_NAME] => e9107cf8194c5f535a5ec4783260a6a6.jpg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 17eab9f43c1f24019b5867350a14394b
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/785/p4r7jtkn2erro146t7gtwud1mdjn15dv.jpg
[UNSAFE_SRC] => /upload/iblock/785/p4r7jtkn2erro146t7gtwud1mdjn15dv.jpg
[SAFE_SRC] => /upload/iblock/785/p4r7jtkn2erro146t7gtwud1mdjn15dv.jpg
[ALT] => Особенности и преимущества технологии импульсной лазерной наплавки
[TITLE] => Особенности и преимущества технологии импульсной лазерной наплавки
)
[~DETAIL_PICTURE] => 265
[TIMESTAMP_X] => 02.10.2023 11:05:16
[~TIMESTAMP_X] => 02.10.2023 11:05:16
[ACTIVE_FROM_X] =>
[~ACTIVE_FROM_X] =>
[ACTIVE_FROM] =>
[~ACTIVE_FROM] =>
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/122/
[~DETAIL_PAGE_URL] => /articles/122/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => 122
[~CODE] => 122
[EXTERNAL_ID] => 174
[~EXTERNAL_ID] => 174
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[IBLOCK_CODE] => articles
[~IBLOCK_CODE] => articles
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[NAV_CACHED_DATA] =>
[DISPLAY_ACTIVE_FROM] =>
[IPROPERTY_VALUES] => Array
(
[ELEMENT_META_TITLE] => Особенности и преимущества технологии импульсной лазерной наплавки
[ELEMENT_META_DESCRIPTION] => Традиционные технологии наплавки, такие как электроискровая, микроплазменная, и наплавка штучными электродами, не полностью соответствуют современным требованиям ремонтного производства. Лазер, как сварочный источник энергии, обладает существенными преимуществами и может использоваться для наплавки.
)
[FIELDS] => Array
(
)
[PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13490
[VALUE] => Обзор
[DESCRIPTION] =>
[VALUE_ENUM] => Обзор
[VALUE_XML_ID] => review
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 45
[~VALUE] => Обзор
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
)
[TEXT_BEFORE] => Array
(
[ID] => 74
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице до "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_BEFORE
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] => 1519
[VALUE] => Array
(
[TEXT] => <p>
По сравнению с традиционными способами лазерная наплавка обладает рядом преимуществ. Высокая концентрация энергии в
пятне нагрева создает возможность проведения процесса при повышенных скоростях обработки. При этом малый размер
сфокусированного луча, диаметр которого может составлять 0,2…0,3 мм, позволяет минимизировать объемы расплава и
соответственно уменьшить тепловложения в подвариваемую деталь. Это позволяет минимизировать деформации при обработке,
и, тем самым, сохранить геометрические размеры подвариваемой детали в заданном поле допуска, которое может
составлять единицы микрон.
</p>
<p>
Использование импульсного лазерного излучения, длительность которого составляет миллисекунды, позволяет получать
минимальные зоны термического влияния и, соответственно, зоны отпуска, которые не превышают несколько десятков
микрон. При этом подложка остается практически холодной, скорость охлаждения жидкой фазы расплава металла достигают
10<sup>3</sup>…10<sup>4</sup> град/сек, что реализует режим автозакалки и приводит к формированию чрезвычайно
мелкодисперсной структуры.
</p>
<p>
При выполнении ремонта методом импульсной лазерной наплавки, правильный подбор присадочного материала позволяет
обеспечить твердость наплавленного слоя на уровне твердости основного металла. В сочетании с минимальной зоной
термического влияния, это в большинстве случаев позволяет избежать последующей термической обработки.
</p>
<p>
В сравнении с другими методами наплавки: электродуговой, газотермической или плазменной, лазерная наплавка имеет
следующие преимущества:
</p>
<ol>
<li> позволяет в широком диапазоне управлять физико-механическими свойствами наплавленного слоя, за счет изменения
параметров технологии наплавки;
</li>
<li> точная дозировка энергии импульса лазерного излучения, локальность воздействия, минимально время воздействия
импульса лазерного излучения (теплового воздействия) на обрабатываемый материал обеспечивает минимальные
тепловые вложения и позволяет сохранить геометрические размеры;
</li>
<li> обеспечивает высокое качество адгезии наплавленного слоя к подложке, так как процесс соединения наплавленного
слоя с подложкой является металлургическим;
</li>
<li> позволяет получить более высокое качество наплавленного слоя, как с точки зрения дефектообразования, так и с
точки зрения получения таких свойств как твердость, ударная вязкость, теплостойкость, коррозионная стойкость;
</li>
<li> позволяет уменьшить припуски на последующую механическую обработку;</li>
<li> высокая степень контролируемости процесса лазерной наплавки и возможность точного и оперативного регулирования
параметров позволяет получить наплавленные слои необходимой толщины и заданных физико-механических свойств;
</li>
<li> возможность волоконной доставки лазерного излучения, позволяет устранять дефекты в труднодоступных местах, а
так же обрабатывать крупногабаритные детали, без демонтажа;
</li>
<li> технология импульсной лазерной наплавки позволяет в несколько раз снизить себестоимость и длительность ремонта,
по сравнению с традиционными методами устранения дефектов, за счет отказа от предварительного подогрева,
последующей термообработки, минимальной последующей мехобработки, а при ремонте хромированных пресс-форм
отпадает необходимость проведения технологической операции расхромирования.
</li>
</ol>
<p>
</p>
[TYPE] => HTML
)
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => Array
(
[TEXT] =>
По сравнению с традиционными способами лазерная наплавка обладает рядом преимуществ. Высокая концентрация энергии в
пятне нагрева создает возможность проведения процесса при повышенных скоростях обработки. При этом малый размер
сфокусированного луча, диаметр которого может составлять 0,2…0,3 мм, позволяет минимизировать объемы расплава и
соответственно уменьшить тепловложения в подвариваемую деталь. Это позволяет минимизировать деформации при обработке,
и, тем самым, сохранить геометрические размеры подвариваемой детали в заданном поле допуска, которое может
составлять единицы микрон.
Использование импульсного лазерного излучения, длительность которого составляет миллисекунды, позволяет получать
минимальные зоны термического влияния и, соответственно, зоны отпуска, которые не превышают несколько десятков
микрон. При этом подложка остается практически холодной, скорость охлаждения жидкой фазы расплава металла достигают
103…104 град/сек, что реализует режим автозакалки и приводит к формированию чрезвычайно
мелкодисперсной структуры.
При выполнении ремонта методом импульсной лазерной наплавки, правильный подбор присадочного материала позволяет
обеспечить твердость наплавленного слоя на уровне твердости основного металла. В сочетании с минимальной зоной
термического влияния, это в большинстве случаев позволяет избежать последующей термической обработки.
В сравнении с другими методами наплавки: электродуговой, газотермической или плазменной, лазерная наплавка имеет
следующие преимущества:
позволяет в широком диапазоне управлять физико-механическими свойствами наплавленного слоя, за счет изменения
параметров технологии наплавки;
точная дозировка энергии импульса лазерного излучения, локальность воздействия, минимально время воздействия
импульса лазерного излучения (теплового воздействия) на обрабатываемый материал обеспечивает минимальные
тепловые вложения и позволяет сохранить геометрические размеры;
обеспечивает высокое качество адгезии наплавленного слоя к подложке, так как процесс соединения наплавленного
слоя с подложкой является металлургическим;
позволяет получить более высокое качество наплавленного слоя, как с точки зрения дефектообразования, так и с
точки зрения получения таких свойств как твердость, ударная вязкость, теплостойкость, коррозионная стойкость;
позволяет уменьшить припуски на последующую механическую обработку;
высокая степень контролируемости процесса лазерной наплавки и возможность точного и оперативного регулирования
параметров позволяет получить наплавленные слои необходимой толщины и заданных физико-механических свойств;
возможность волоконной доставки лазерного излучения, позволяет устранять дефекты в труднодоступных местах, а
так же обрабатывать крупногабаритные детали, без демонтажа;
технология импульсной лазерной наплавки позволяет в несколько раз снизить себестоимость и длительность ремонта,
по сравнению с традиционными методами устранения дефектов, за счет отказа от предварительного подогрева,
последующей термообработки, минимальной последующей мехобработки, а при ремонте хромированных пресс-форм
отпадает необходимость проведения технологической операции расхромирования.
[TYPE] => HTML
)
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице до "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[TEXT_AFTER] => Array
(
[ID] => 75
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице после "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_AFTER
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице после "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[PRODUCT_ARTICLE] => Array
(
[ID] => 76
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Оборудование из статьи
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_ARTICLE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Оборудование из статьи
[~DEFAULT_VALUE] =>
)
[PRODUCT_DETAIL_PICTURE] => Array
(
[ID] => 100
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Картинка для деталки продукта
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_DETAIL_PICTURE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 1520
[VALUE] => 266
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => 266
[~DESCRIPTION] =>
[~NAME] => Картинка для деталки продукта
[~DEFAULT_VALUE] =>
)
[GALLERY1] => Array
(
[ID] => 202
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY1
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY1
[~DEFAULT_VALUE] =>
)
[GALLERY2] => Array
(
[ID] => 203
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY2
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY2
[~DEFAULT_VALUE] =>
)
[GALLERY3] => Array
(
[ID] => 204
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY3
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY3
[~DEFAULT_VALUE] =>
)
[GALLERY4] => Array
(
[ID] => 205
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY4
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY4
[~DEFAULT_VALUE] =>
)
[GALLERY5] => Array
(
[ID] => 206
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY5
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY5
[~DEFAULT_VALUE] =>
)
[VIDEO1] => Array
(
[ID] => 207
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO1
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO1
[~DEFAULT_VALUE] =>
)
[VIDEO2] => Array
(
[ID] => 208
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO2
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO2
[~DEFAULT_VALUE] =>
)
[VIDEO3] => Array
(
[ID] => 209
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO3
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO3
[~DEFAULT_VALUE] =>
)
[VIDEO4] => Array
(
[ID] => 210
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO4
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO4
[~DEFAULT_VALUE] =>
)
[VIDEO5] => Array
(
[ID] => 211
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO5
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO5
[~DEFAULT_VALUE] =>
)
[SHOW_IN_MAIN_PAGE] =>
)
[DISPLAY_PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13490
[VALUE] => Обзор
[DESCRIPTION] =>
[VALUE_ENUM] => Обзор
[VALUE_XML_ID] => review
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 45
[~VALUE] => Обзор
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
[DISPLAY_VALUE] => Обзор
)
)
[IBLOCK] => Array
(
[ID] => 19
[~ID] => 19
[TIMESTAMP_X] => 23.11.2022 13:26:25
[~TIMESTAMP_X] => 23.11.2022 13:26:25
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[REST_ON] => N
[~REST_ON] => N
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] => /articles/
[~SECTION_PAGE_URL] => /articles/
[CANONICAL_PAGE_URL] => /articles/articles/
[~CANONICAL_PAGE_URL] => /articles/articles/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] =>
[~RSS_FILE_LIMIT] =>
[RSS_FILE_DAYS] =>
[~RSS_FILE_DAYS] =>
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => N
[~INDEX_SECTION] => N
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.laser-bulat.ru
[~SERVER_NAME] => www.laser-bulat.ru
)
[SECTION] => Array
(
[PATH] => Array
(
)
)
[SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Особенности и преимущества технологии импульсной лазерной наплавки
[BROWSER_TITLE] => Особенности и преимущества технологии импульсной лазерной наплавки
[KEYWORDS] =>
[DESCRIPTION] => Традиционные технологии наплавки, такие как электроискровая, микроплазменная, и наплавка штучными электродами, не полностью соответствуют современным требованиям ремонтного производства. Лазер, как сварочный источник энергии, обладает существенными преимуществами и может использоваться для наплавки.
)
[PRODUCTS] => Array
(
)
[TAGS] => Array
(
[0] => Array
(
[ID] => 44
[~ID] => 44
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Статья
[~VALUE] => Статья
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => article
[~XML_ID] => article
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => article
[~EXTERNAL_ID] => article
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[1] => Array
(
[ID] => 46
[~ID] => 46
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Технология
[~VALUE] => Технология
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => tecknology
[~XML_ID] => tecknology
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => tecknology
[~EXTERNAL_ID] => tecknology
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[2] => Array
(
[ID] => 45
[~ID] => 45
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Обзор
[~VALUE] => Обзор
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => review
[~XML_ID] => review
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => review
[~EXTERNAL_ID] => review
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
)
)
Особенности и преимущества технологии импульсной лазерной наплавки
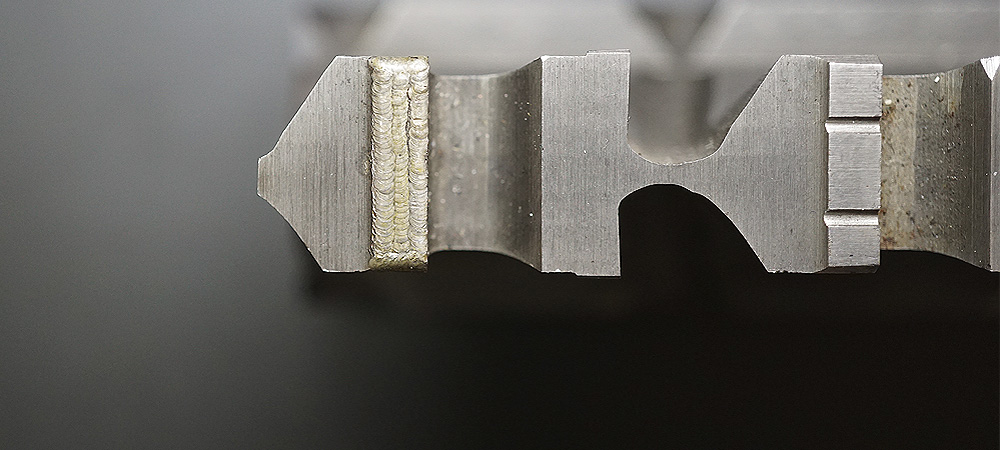
Традиционные технологии наплавки, которые широко применяются в производстве – электроискровая, микроплазменная, наплавка штучными электродами, не в полной мере удовлетворяют современным требованиям ремонтного производства. Лазер как сварочный источник энергии используемый для наплавки, обладает существенными преимуществами.
По сравнению с традиционными способами лазерная наплавка обладает рядом преимуществ. Высокая концентрация энергии в
пятне нагрева создает возможность проведения процесса при повышенных скоростях обработки. При этом малый размер
сфокусированного луча, диаметр которого может составлять 0,2…0,3 мм, позволяет минимизировать объемы расплава и
соответственно уменьшить тепловложения в подвариваемую деталь. Это позволяет минимизировать деформации при обработке,
и, тем самым, сохранить геометрические размеры подвариваемой детали в заданном поле допуска, которое может
составлять единицы микрон.
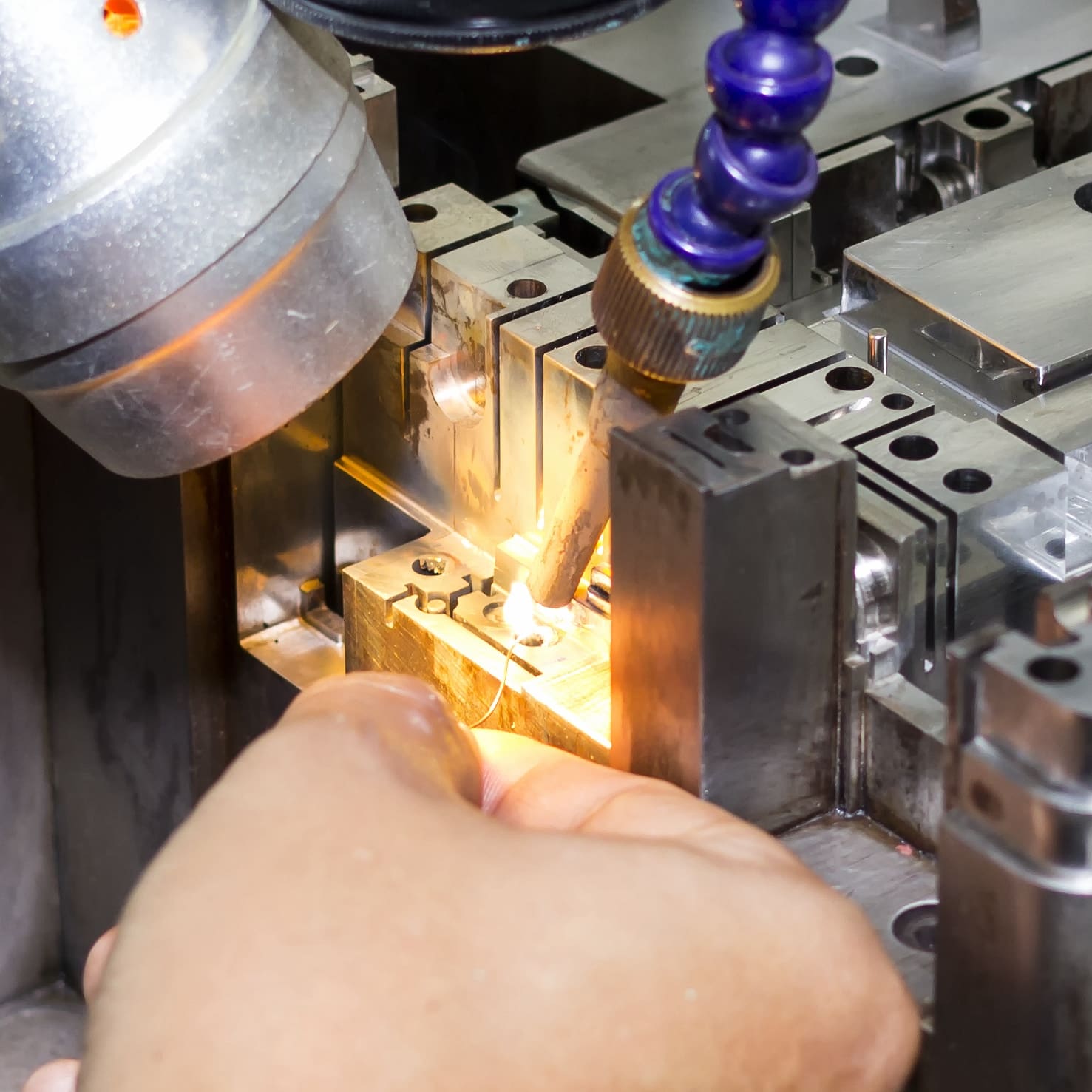
Использование импульсного лазерного излучения, длительность которого составляет миллисекунды, позволяет получать
минимальные зоны термического влияния и, соответственно, зоны отпуска, которые не превышают несколько десятков
микрон. При этом подложка остается практически холодной, скорость охлаждения жидкой фазы расплава металла достигают
103…104 град/сек, что реализует режим автозакалки и приводит к формированию чрезвычайно
мелкодисперсной структуры.
При выполнении ремонта методом импульсной лазерной наплавки, правильный подбор присадочного материала позволяет
обеспечить твердость наплавленного слоя на уровне твердости основного металла. В сочетании с минимальной зоной
термического влияния, это в большинстве случаев позволяет избежать последующей термической обработки.
В сравнении с другими методами наплавки: электродуговой, газотермической или плазменной, лазерная наплавка имеет
следующие преимущества:
позволяет в широком диапазоне управлять физико-механическими свойствами наплавленного слоя, за счет изменения
параметров технологии наплавки;
точная дозировка энергии импульса лазерного излучения, локальность воздействия, минимально время воздействия
импульса лазерного излучения (теплового воздействия) на обрабатываемый материал обеспечивает минимальные
тепловые вложения и позволяет сохранить геометрические размеры;
обеспечивает высокое качество адгезии наплавленного слоя к подложке, так как процесс соединения наплавленного
слоя с подложкой является металлургическим;
позволяет получить более высокое качество наплавленного слоя, как с точки зрения дефектообразования, так и с
точки зрения получения таких свойств как твердость, ударная вязкость, теплостойкость, коррозионная стойкость;
позволяет уменьшить припуски на последующую механическую обработку;
высокая степень контролируемости процесса лазерной наплавки и возможность точного и оперативного регулирования
параметров позволяет получить наплавленные слои необходимой толщины и заданных физико-механических свойств;
возможность волоконной доставки лазерного излучения, позволяет устранять дефекты в труднодоступных местах, а
так же обрабатывать крупногабаритные детали, без демонтажа;
технология импульсной лазерной наплавки позволяет в несколько раз снизить себестоимость и длительность ремонта,
по сравнению с традиционными методами устранения дефектов, за счет отказа от предварительного подогрева,
последующей термообработки, минимальной последующей мехобработки, а при ремонте хромированных пресс-форм
отпадает необходимость проведения технологической операции расхромирования.