LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Подробнее
LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Array
(
[ID] => 176
[~ID] => 176
[NAME] => Преодолевая традиции
[~NAME] => Преодолевая традиции
[IBLOCK_ID] => 19
[~IBLOCK_ID] => 19
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => text
[~DETAIL_TEXT_TYPE] => text
[PREVIEW_TEXT] => Лазерная отрасль технологического оборудования имеет в нашей стране давнюю историю. Начиная с первых лет лазерной эры, до завершения «перестройки» на предприятиях электронной промышленности, были созданы десятки моделей лазерных установок различного назначения.
[~PREVIEW_TEXT] => Лазерная отрасль технологического оборудования имеет в нашей стране давнюю историю. Начиная с первых лет лазерной эры, до завершения «перестройки» на предприятиях электронной промышленности, были созданы десятки моделей лазерных установок различного назначения.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] => Array
(
[ID] => 290
[TIMESTAMP_X] => 02.10.2023 11:06:02
[MODULE_ID] => iblock
[HEIGHT] => 450
[WIDTH] => 1000
[FILE_SIZE] => 131446
[CONTENT_TYPE] => image/jpeg
[SUBDIR] => iblock/edd
[FILE_NAME] => vur1w4glhc5svcxxeyb979umk8jknsu1.jpg
[ORIGINAL_NAME] => 3f8a9da2e7d2a7340f2dda8599431881.jpg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 05f9ea9a15dabfae7134b1fd3e4f466a
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/edd/vur1w4glhc5svcxxeyb979umk8jknsu1.jpg
[UNSAFE_SRC] => /upload/iblock/edd/vur1w4glhc5svcxxeyb979umk8jknsu1.jpg
[SAFE_SRC] => /upload/iblock/edd/vur1w4glhc5svcxxeyb979umk8jknsu1.jpg
[ALT] => Преодолевая традиции
[TITLE] => Преодолевая традиции
)
[~DETAIL_PICTURE] => 290
[TIMESTAMP_X] => 02.10.2023 11:06:02
[~TIMESTAMP_X] => 02.10.2023 11:06:02
[ACTIVE_FROM_X] =>
[~ACTIVE_FROM_X] =>
[ACTIVE_FROM] =>
[~ACTIVE_FROM] =>
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/126/
[~DETAIL_PAGE_URL] => /articles/126/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => 126
[~CODE] => 126
[EXTERNAL_ID] => 176
[~EXTERNAL_ID] => 176
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[IBLOCK_CODE] => articles
[~IBLOCK_CODE] => articles
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[NAV_CACHED_DATA] =>
[DISPLAY_ACTIVE_FROM] =>
[IPROPERTY_VALUES] => Array
(
[ELEMENT_META_TITLE] => Изготовление лазерных систем | [ОКБ БУЛАТ]
[ELEMENT_META_DESCRIPTION] => В статье мы рассказали о том, как развивалась и менялась лазерная отрасль в нашей стране и о месте ОКБ БУЛАТ в этой отрасли на протяжении более чем 25 лет.
)
[FIELDS] => Array
(
)
[PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13491
[VALUE] => Статья
[DESCRIPTION] =>
[VALUE_ENUM] => Статья
[VALUE_XML_ID] => article
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 44
[~VALUE] => Статья
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
)
[TEXT_BEFORE] => Array
(
[ID] => 74
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице до "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_BEFORE
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] => 1542
[VALUE] => Array
(
[TEXT] => <p>
Технический уровень тогдашнего отечественного лазерного технологического оборудования, по крайней мере, в части
лазеров и оптики, практически не уступал зарубежному и, может быть, в чём-то его превосходил. Об этом
свидетельствует приобретение некоторых установок западными фирмами и многолетняя их работа в Германии и Франции.
Можно привести немало примеров долговременной востребованности и живучести выпускавшегося когда-то оборудования.
Ведь это факт, что сегодня, через двадцать лет после выпуска последней серийной установки, десятки «Квантов»
продолжают работать во многих отечественных производствах.
</p>
<p>
Сложившимся к концу «перестройки» специалистам, желавшим оставаться самими собой, в условиях деградации и развала
предоставлялась единственная, хотя и достаточно туманная, перспектива создания малых предприятий на разрозненных
останках системы. Одним из первых среди них оказалось ОКБ «Булат», учреждённое в 1991 году. Общее направление его
деятельности диктовалось одной из специализаций «материнской» фирмы НИИ «Зенит»: лазеры с ламповой накачкой. Область
их конкретного применения для малого предприятия определилась не сразу, но постепенно ею становилось лазерное
технологическое оборудование.
</p>
<p>
Состояние предприятия долгое время оставалось нестабильным из-за того, что объём немногочисленных заказов был
небольшим. Чаще всего заказчику требовалась одна, редко две-три установки, со специальными техническими
требованиями. Потребность в новых лазерных установках среди российских промышленных предприятий была ничтожной.
Трудоёмкость изделий фирмы была предельно высока, так как каждый заказ приходилось выполнять, как первый. О серии,
хотя бы малой, только мечтали.
</p>
<p>
Надежды на серийность появились в конце 90-х годов, когда благодаря старым связям удалось закрепиться в ещё никем
тогда не освоенной области технологического применения лазеров. Это была импульсная лазерная наплавка, в основном, с
целью восстановления изношенных прессформ.
</p>
<p>
ОКБ «Булат» стало конструкторской и производственной базой сотрудничества с одной германской фирмой в изготовлении,
поставках и обслуживании лазерного оборудования для ремонта прессформ. Первые предназначенные для решения этой
задачи установки были изготовлены и проданы в 1999 году. С тех пор совместными творческими усилиями было создано
несколько моделей лазерного оборудования, устройство которого учитывает особенности его применения в
инструментальном хозяйстве производителей пластмассовых изделий. Общее количество проданных за это время специальных
для этой цели установок перевалило за 500.
</p>
<p>
Для ОКБ «Булат» серийные заказы означали возможность разработать, наконец, унифицированные ряды функциональных узлов
лазеров, изготовление которых было целесообразно только у себя, наладить стабильные партнёрские отношения с
разработчиками и поставщиками источников питания, организовать устойчивое получение других комплектующих. Всё это
существенно снизило производственные расходы, привело к улучшению качества продукции, повысило гибкость ценовой
политики, способствовало соблюдению жёстких договорных сроков поставок и, тем самым, создало некоторый ресурс
конкурентоспособности на западном рынке. А в России экспортная составляющая в работе предприятия позволила
сравнительно благополучно пережить последствия дефолта 1998 года.
</p>
<p>
Стабилизация экономического состояния предприятия сделала возможным перейти к системной технической политике,
увеличить численность высококвалифицированных специалистов, постоянно совершенствовать продукцию, как путём
повышения её потребительских качеств, так и за счёт новых технических решений. Появилась возможность охватить своими
разработками практически все виды технологических применений импульсных твердотельных лазеров. Теперь наряду с
наплавкой, а также требующей аналогичных лазерных характеристик сваркой, установки СКБ «Булат» с успехом применяются
для размерной обработки и маркировки.
</p>
<p>
Удалось преодолеть давнюю традицию разрабатывать для каждого вида операций специализированные установки. Подход этот
оправдывал себя в 70-е годы и при тогдашнем уровне лазерной техники позволял решающим образом упрощать конструкцию и
повышать надёжность оборудования, что сделало его приемлемым для условий промышленного применения и обеспечивало
получение настоятельно требуемого тогда экономического эффекта.
</p>
<p>
В обстоятельствах, в которых оказалось ОКБ «Булат» после начала серийного выпуска установок для наплавки, обладавших
большой энергией - до 80 Дж и длительностями лазерных импульсов в интервале 2 – 20 мс, показалось нерациональным
разрабатывать специальные лазеры с меньшими значениями этих параметров, необходимыми для размерной обработки. Было
заманчивее в уже имевшихся лазерах расширить диапазон энергий и длительностей в сторону уменьшения их значений
только за счёт изменений в системах питания и управления. Современные электрокомпоненты и схемные решения позволяли
это сделать практически без усложнения и удорожания их конструкций. При этом расширялись возможности унификации и
модульного конструирования.
</p>
<p>
Но ещё интереснее то, что возрождался класс лазерных технологических установок - универсальных, от которых пришлось
отказаться когда-то, в дорыночный период развития отечественной лазерной технологии. Универсальные установки
ориентируются на потребителей, характер производства которых требует быстрой переналадки оборудования при частой
смене режимов технологических процессов. Как раз количество таких потребителей у нас постоянно увеличивается. Таким
образом, универсальность установок позволяет одновременно, с одной стороны, повысить степень унификации продукции
фирмы, а с другой - более адекватно ответить на изменения характера современного отечественного производства и
структуры рынка.
</p>
<p>
Однако и для традиционных производителей стабильной серийной продукции, активизировавшихся в последнее время,
универсализация оборудования при современном уровне его надёжности может представлять определённый интерес.
Специально для них дальнейшее развитие класса универсальных установок направлено на программирование переходов между
различными технологическими режимами при автоматизированной обработке сложных деталей и узлов за один установ.
Примером такого подхода в организации технологического процесса может служить уже работающая у заказчика установка
LRS. В производстве датчиков давления она при неизменном положении обрабатываемого изделия в автоматическом режиме
выполняет четыре операции со сменой параметров обработки: прихватку точечной сваркой деталей корпуса, подлежащего
герметизации, собственно герметизацию шовной сваркой, сглаживание неровностей поверхности шва и одновременное
улучшение структуры проплава путём его поверхностного оплавления и, наконец, маркировку изделия. Выгоды здесь
очевидны.
</p>
<p>
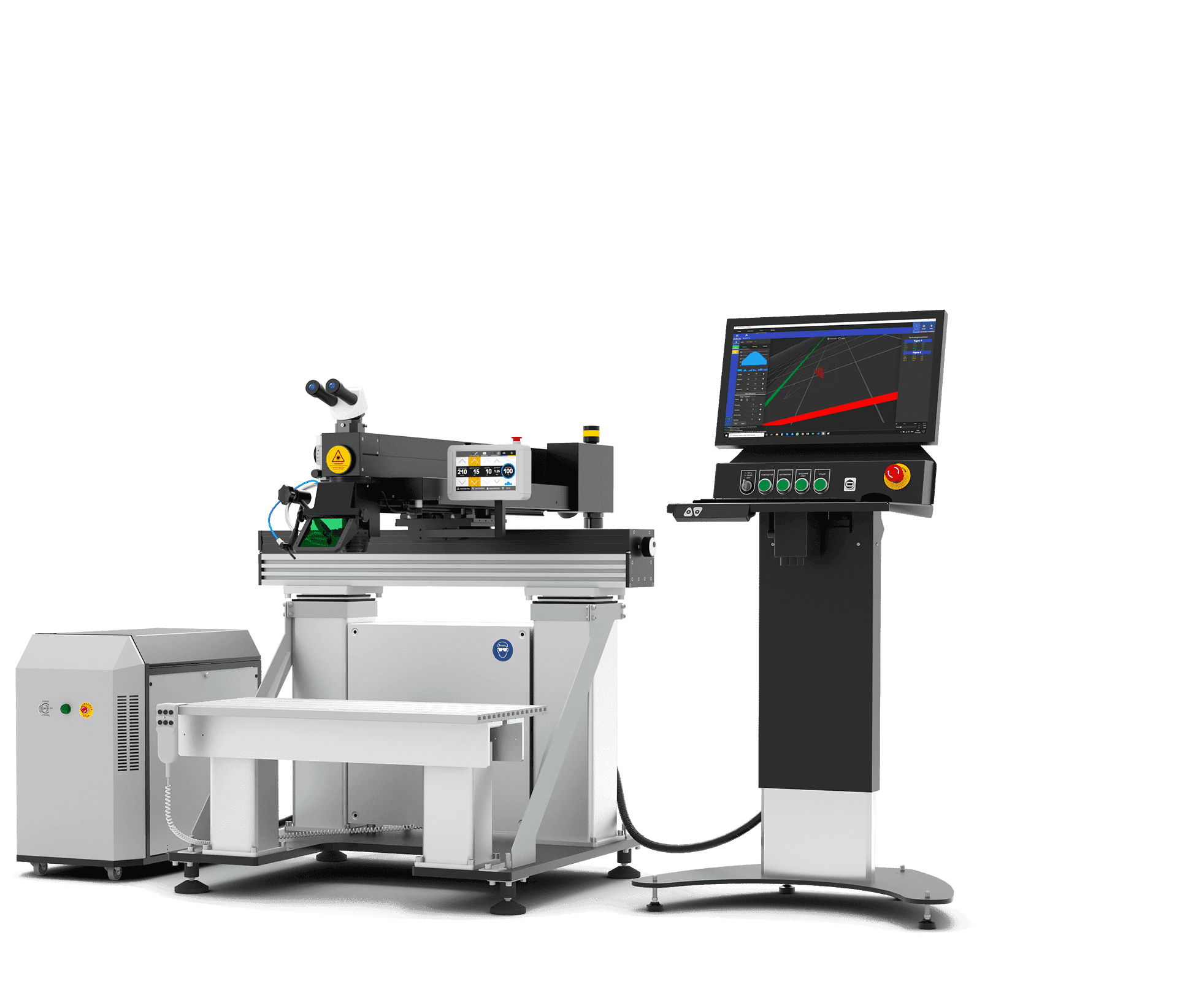
Текущая продукция, предлагаемая ОКБ «Булат», представлена несколькими сериями твердотельных лазеров и
технологических установок на их основе.
</p>
<p>
Серия HTS состоит из четырёх базовых комплектов лазеров на гранате с ламповой накачкой, включающих в себя излучатель
с оптической системой фокусировки и наблюдения и блок питания и охлаждения. Максимальные значения средней мощности
излучения – от 100 до 300 Вт, энергии импульсов – от 40 до 80 Дж, импульсной мощности – до 10 кВт. Длительность
импульсов – 0,2…20 мс, частота их повторения – 0,5…100 Гц. Потребность в приобретении таких лазерных комплектов - у
тех, кто проблемы размещения и передвижения обрабатываемого изделия на рабочей позиции может решить своими силами,
например, кода излучатель с оптической системой предполагается смонтировать на металлорежущем станке.
</p>
<p>
В своей собственной производственной программе базовые лазерные комплекты используются в установках серий HTS-Portal
и HTS-Mobile, конструкции которых обеспечивают возможность выполнения операций сварки, наплавки и размерной
обработки на крупногабаритных и тяжёлых изделиях. Например, установки HTS-Mobile используются для ремонта больших
прессформ весом до нескольких тонн, перемещение которых потребовало бы мощной подъёмно-транспортной техники.
Установка делает легкодоступным для лазерного луча любое дефектное место, подлежащее наплавке в пространстве объёмом
3 м3. При этом установка остаётся неподвижной, а в случае надобности её без большого труда можно перемещать вокруг
ремонтируемой прессформы.
</p>
<p>
Серия HTF – это лазеры с волоконным выводом излучения со следующими максимальными характеристиками: средняя мощность
от 50 до 150 Вт, энергия и мощность импульса соответственно от 40 до 60 Дж и от 4 до 6 кВт. Длительность импульсов
можно регулировать в пределах 0,2…20 мс, а частоту повторения – в диапазоне 0,5…100 Гц. В комплект поставки входит
оптическая система фокусировки излучения с микроскопом для наблюдения. Основная цель разработки этих лазеров –
расширение пределов доставки сфокусированного лазерного пучка и обеспечение доступности к месту наплавки при работе
с нетранспортабельными изделиями. Очевидно, что волоконный вывод излучения удобен также при выполнении
технологических операций в труднодоступных местах в условиях недостатка пространства, занятого другими
конструкциями.
</p>
<p>
Серия LRS. Она начала формироваться 10 лет назад, когда была разработана первая специализированная установка для
ремонта прессформ методом лазерной наплавки. Сейчас эта серия включает в себя три модели в семи модификациях,
отличающихся друг от друга энергией и мощностью лазерного излучения, размерами и грузоподъёмностью координатных
столов, а также степенью автоматизации. Характеристики излучения, в основном, те же, что и в упомянутых выше
лазерах. Простейшие из установок этой серии LRS-100, LRS-150 и LRS-200 имеют ручное управление координатными
столами. Эти установки рассчитаны на наибольший спрос, так как в большинстве случаев в условиях инструментальных
участков наплавка производится в ручном режиме. Автоматизация здесь, как правило, нецелесообразна, так как экономика
ремонта определяется не интенсификацией технологического процесса, а продлением срока службы количественно
ограниченного, но весьма дорогого объекта обработки. Тем не менее, тенденция к автоматизации и здесь уже
наблюдается.
</p>
<p>
Хотя лазерная наплавка, и в первую очередь при ремонте прессформ, всё ещё остаётся наиболее приоритетной из областей
применения продукции фирмы, в последнее время наметилось некоторое снижение спроса на установки для этих целей,
причём не только в связи с кризисом, но и вследствие постепенного насыщения европейского рынка. Кажется, пришла пора
будить отечественных производителей пластмассовых изделий. Но, поскольку на их быстрое пробуждение не приходится
очень надеяться, установки именно этой серии развиваются в направлении автоматизации и универсализации в расчете на
поддержку спроса со стороны производств, заинтересованных в мультипроцессных технологиях, о чём выше уже говорилось.
Наиболее продвинуты в этом направлении установки LRS-150AU и LRS-200AU.
</p>
<p>
Наконец, PICCOLASER. Эти малогабаритные установки были созданы в расчете на заинтересованность со стороны
отечественных ювелиров, зубных техников, мастерских по ремонту очков и т. п. Не век же им терпеть грохот
«Квантов-15». Лазерные параметры установок PICCOLASER позволяют сваривать и наплавлять любые металлы, используемые в
ювелирном деле и зубопротезировании. В частности, для сварки сплавов золота, обладающих высокими значениями
теплопроводности и коэффициента отражения, требуется большая энергия и мощность импульсов излучения. В этих
установках они доступны до уровня 80 Дж и 10 кВт соответственно. Оптимизации режимов сварки способствуют широкий
диапазон регулирования длительности импульсов (до 20 мс) и возможность подбирать их форму с учётом свойств
соединяемых металлов. Не лишним, как для ювелиров, так и для зубных техников, оказался и режим коротких импульсов
(0,2 мс). Его применяют при удалении налётов и загрязнений, что особенно затруднительно делать механическим
инструментом в узких зазорах, малых отверстиях и углублениях.
</p>
<p>
Таким образом, основная часть производственной программы предприятия включает в себя семь типов лазеров и шесть
моделей лазерных установок в шестнадцати модификациях. Конечно, кроме работы по основной программе, мы всегда готовы
рассмотреть и, по возможности, исполнить заявку на любое нестандартное лазерное оборудование.
</p>
<p>
В дополнение к лазерам и установкам разработаны и выпускаются сменные узлы и элементы технологической оснастки,
позволяющие расширить их возможности. В частности, потребитель нашей продукции может заказать сменные объективы с
различными фокусными расстояниями, оптический шарнир и узел поворота лазерного луча для наплавки на вертикальные
поверхности, систему телевизионного наблюдения, устройства вращения и микроперемещения свариваемых деталей и прочее.
</p>
[TYPE] => HTML
)
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => Array
(
[TEXT] =>
Технический уровень тогдашнего отечественного лазерного технологического оборудования, по крайней мере, в части
лазеров и оптики, практически не уступал зарубежному и, может быть, в чём-то его превосходил. Об этом
свидетельствует приобретение некоторых установок западными фирмами и многолетняя их работа в Германии и Франции.
Можно привести немало примеров долговременной востребованности и живучести выпускавшегося когда-то оборудования.
Ведь это факт, что сегодня, через двадцать лет после выпуска последней серийной установки, десятки «Квантов»
продолжают работать во многих отечественных производствах.
Сложившимся к концу «перестройки» специалистам, желавшим оставаться самими собой, в условиях деградации и развала
предоставлялась единственная, хотя и достаточно туманная, перспектива создания малых предприятий на разрозненных
останках системы. Одним из первых среди них оказалось ОКБ «Булат», учреждённое в 1991 году. Общее направление его
деятельности диктовалось одной из специализаций «материнской» фирмы НИИ «Зенит»: лазеры с ламповой накачкой. Область
их конкретного применения для малого предприятия определилась не сразу, но постепенно ею становилось лазерное
технологическое оборудование.
Состояние предприятия долгое время оставалось нестабильным из-за того, что объём немногочисленных заказов был
небольшим. Чаще всего заказчику требовалась одна, редко две-три установки, со специальными техническими
требованиями. Потребность в новых лазерных установках среди российских промышленных предприятий была ничтожной.
Трудоёмкость изделий фирмы была предельно высока, так как каждый заказ приходилось выполнять, как первый. О серии,
хотя бы малой, только мечтали.
Надежды на серийность появились в конце 90-х годов, когда благодаря старым связям удалось закрепиться в ещё никем
тогда не освоенной области технологического применения лазеров. Это была импульсная лазерная наплавка, в основном, с
целью восстановления изношенных прессформ.
ОКБ «Булат» стало конструкторской и производственной базой сотрудничества с одной германской фирмой в изготовлении,
поставках и обслуживании лазерного оборудования для ремонта прессформ. Первые предназначенные для решения этой
задачи установки были изготовлены и проданы в 1999 году. С тех пор совместными творческими усилиями было создано
несколько моделей лазерного оборудования, устройство которого учитывает особенности его применения в
инструментальном хозяйстве производителей пластмассовых изделий. Общее количество проданных за это время специальных
для этой цели установок перевалило за 500.
Для ОКБ «Булат» серийные заказы означали возможность разработать, наконец, унифицированные ряды функциональных узлов
лазеров, изготовление которых было целесообразно только у себя, наладить стабильные партнёрские отношения с
разработчиками и поставщиками источников питания, организовать устойчивое получение других комплектующих. Всё это
существенно снизило производственные расходы, привело к улучшению качества продукции, повысило гибкость ценовой
политики, способствовало соблюдению жёстких договорных сроков поставок и, тем самым, создало некоторый ресурс
конкурентоспособности на западном рынке. А в России экспортная составляющая в работе предприятия позволила
сравнительно благополучно пережить последствия дефолта 1998 года.
Стабилизация экономического состояния предприятия сделала возможным перейти к системной технической политике,
увеличить численность высококвалифицированных специалистов, постоянно совершенствовать продукцию, как путём
повышения её потребительских качеств, так и за счёт новых технических решений. Появилась возможность охватить своими
разработками практически все виды технологических применений импульсных твердотельных лазеров. Теперь наряду с
наплавкой, а также требующей аналогичных лазерных характеристик сваркой, установки СКБ «Булат» с успехом применяются
для размерной обработки и маркировки.
Удалось преодолеть давнюю традицию разрабатывать для каждого вида операций специализированные установки. Подход этот
оправдывал себя в 70-е годы и при тогдашнем уровне лазерной техники позволял решающим образом упрощать конструкцию и
повышать надёжность оборудования, что сделало его приемлемым для условий промышленного применения и обеспечивало
получение настоятельно требуемого тогда экономического эффекта.
В обстоятельствах, в которых оказалось ОКБ «Булат» после начала серийного выпуска установок для наплавки, обладавших
большой энергией - до 80 Дж и длительностями лазерных импульсов в интервале 2 – 20 мс, показалось нерациональным
разрабатывать специальные лазеры с меньшими значениями этих параметров, необходимыми для размерной обработки. Было
заманчивее в уже имевшихся лазерах расширить диапазон энергий и длительностей в сторону уменьшения их значений
только за счёт изменений в системах питания и управления. Современные электрокомпоненты и схемные решения позволяли
это сделать практически без усложнения и удорожания их конструкций. При этом расширялись возможности унификации и
модульного конструирования.
Но ещё интереснее то, что возрождался класс лазерных технологических установок - универсальных, от которых пришлось
отказаться когда-то, в дорыночный период развития отечественной лазерной технологии. Универсальные установки
ориентируются на потребителей, характер производства которых требует быстрой переналадки оборудования при частой
смене режимов технологических процессов. Как раз количество таких потребителей у нас постоянно увеличивается. Таким
образом, универсальность установок позволяет одновременно, с одной стороны, повысить степень унификации продукции
фирмы, а с другой - более адекватно ответить на изменения характера современного отечественного производства и
структуры рынка.
Однако и для традиционных производителей стабильной серийной продукции, активизировавшихся в последнее время,
универсализация оборудования при современном уровне его надёжности может представлять определённый интерес.
Специально для них дальнейшее развитие класса универсальных установок направлено на программирование переходов между
различными технологическими режимами при автоматизированной обработке сложных деталей и узлов за один установ.
Примером такого подхода в организации технологического процесса может служить уже работающая у заказчика установка
LRS. В производстве датчиков давления она при неизменном положении обрабатываемого изделия в автоматическом режиме
выполняет четыре операции со сменой параметров обработки: прихватку точечной сваркой деталей корпуса, подлежащего
герметизации, собственно герметизацию шовной сваркой, сглаживание неровностей поверхности шва и одновременное
улучшение структуры проплава путём его поверхностного оплавления и, наконец, маркировку изделия. Выгоды здесь
очевидны.
Текущая продукция, предлагаемая ОКБ «Булат», представлена несколькими сериями твердотельных лазеров и
технологических установок на их основе.
Серия HTS состоит из четырёх базовых комплектов лазеров на гранате с ламповой накачкой, включающих в себя излучатель
с оптической системой фокусировки и наблюдения и блок питания и охлаждения. Максимальные значения средней мощности
излучения – от 100 до 300 Вт, энергии импульсов – от 40 до 80 Дж, импульсной мощности – до 10 кВт. Длительность
импульсов – 0,2…20 мс, частота их повторения – 0,5…100 Гц. Потребность в приобретении таких лазерных комплектов - у
тех, кто проблемы размещения и передвижения обрабатываемого изделия на рабочей позиции может решить своими силами,
например, кода излучатель с оптической системой предполагается смонтировать на металлорежущем станке.
В своей собственной производственной программе базовые лазерные комплекты используются в установках серий HTS-Portal
и HTS-Mobile, конструкции которых обеспечивают возможность выполнения операций сварки, наплавки и размерной
обработки на крупногабаритных и тяжёлых изделиях. Например, установки HTS-Mobile используются для ремонта больших
прессформ весом до нескольких тонн, перемещение которых потребовало бы мощной подъёмно-транспортной техники.
Установка делает легкодоступным для лазерного луча любое дефектное место, подлежащее наплавке в пространстве объёмом
3 м3. При этом установка остаётся неподвижной, а в случае надобности её без большого труда можно перемещать вокруг
ремонтируемой прессформы.
Серия HTF – это лазеры с волоконным выводом излучения со следующими максимальными характеристиками: средняя мощность
от 50 до 150 Вт, энергия и мощность импульса соответственно от 40 до 60 Дж и от 4 до 6 кВт. Длительность импульсов
можно регулировать в пределах 0,2…20 мс, а частоту повторения – в диапазоне 0,5…100 Гц. В комплект поставки входит
оптическая система фокусировки излучения с микроскопом для наблюдения. Основная цель разработки этих лазеров –
расширение пределов доставки сфокусированного лазерного пучка и обеспечение доступности к месту наплавки при работе
с нетранспортабельными изделиями. Очевидно, что волоконный вывод излучения удобен также при выполнении
технологических операций в труднодоступных местах в условиях недостатка пространства, занятого другими
конструкциями.
Серия LRS. Она начала формироваться 10 лет назад, когда была разработана первая специализированная установка для
ремонта прессформ методом лазерной наплавки. Сейчас эта серия включает в себя три модели в семи модификациях,
отличающихся друг от друга энергией и мощностью лазерного излучения, размерами и грузоподъёмностью координатных
столов, а также степенью автоматизации. Характеристики излучения, в основном, те же, что и в упомянутых выше
лазерах. Простейшие из установок этой серии LRS-100, LRS-150 и LRS-200 имеют ручное управление координатными
столами. Эти установки рассчитаны на наибольший спрос, так как в большинстве случаев в условиях инструментальных
участков наплавка производится в ручном режиме. Автоматизация здесь, как правило, нецелесообразна, так как экономика
ремонта определяется не интенсификацией технологического процесса, а продлением срока службы количественно
ограниченного, но весьма дорогого объекта обработки. Тем не менее, тенденция к автоматизации и здесь уже
наблюдается.
Хотя лазерная наплавка, и в первую очередь при ремонте прессформ, всё ещё остаётся наиболее приоритетной из областей
применения продукции фирмы, в последнее время наметилось некоторое снижение спроса на установки для этих целей,
причём не только в связи с кризисом, но и вследствие постепенного насыщения европейского рынка. Кажется, пришла пора
будить отечественных производителей пластмассовых изделий. Но, поскольку на их быстрое пробуждение не приходится
очень надеяться, установки именно этой серии развиваются в направлении автоматизации и универсализации в расчете на
поддержку спроса со стороны производств, заинтересованных в мультипроцессных технологиях, о чём выше уже говорилось.
Наиболее продвинуты в этом направлении установки LRS-150AU и LRS-200AU.
Наконец, PICCOLASER. Эти малогабаритные установки были созданы в расчете на заинтересованность со стороны
отечественных ювелиров, зубных техников, мастерских по ремонту очков и т. п. Не век же им терпеть грохот
«Квантов-15». Лазерные параметры установок PICCOLASER позволяют сваривать и наплавлять любые металлы, используемые в
ювелирном деле и зубопротезировании. В частности, для сварки сплавов золота, обладающих высокими значениями
теплопроводности и коэффициента отражения, требуется большая энергия и мощность импульсов излучения. В этих
установках они доступны до уровня 80 Дж и 10 кВт соответственно. Оптимизации режимов сварки способствуют широкий
диапазон регулирования длительности импульсов (до 20 мс) и возможность подбирать их форму с учётом свойств
соединяемых металлов. Не лишним, как для ювелиров, так и для зубных техников, оказался и режим коротких импульсов
(0,2 мс). Его применяют при удалении налётов и загрязнений, что особенно затруднительно делать механическим
инструментом в узких зазорах, малых отверстиях и углублениях.
Таким образом, основная часть производственной программы предприятия включает в себя семь типов лазеров и шесть
моделей лазерных установок в шестнадцати модификациях. Конечно, кроме работы по основной программе, мы всегда готовы
рассмотреть и, по возможности, исполнить заявку на любое нестандартное лазерное оборудование.
В дополнение к лазерам и установкам разработаны и выпускаются сменные узлы и элементы технологической оснастки,
позволяющие расширить их возможности. В частности, потребитель нашей продукции может заказать сменные объективы с
различными фокусными расстояниями, оптический шарнир и узел поворота лазерного луча для наплавки на вертикальные
поверхности, систему телевизионного наблюдения, устройства вращения и микроперемещения свариваемых деталей и прочее.
[TYPE] => HTML
)
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице до "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[TEXT_AFTER] => Array
(
[ID] => 75
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице после "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_AFTER
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице после "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[PRODUCT_ARTICLE] => Array
(
[ID] => 76
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Оборудование из статьи
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_ARTICLE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Оборудование из статьи
[~DEFAULT_VALUE] =>
)
[PRODUCT_DETAIL_PICTURE] => Array
(
[ID] => 100
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Картинка для деталки продукта
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_DETAIL_PICTURE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 1543
[VALUE] => 291
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => 291
[~DESCRIPTION] =>
[~NAME] => Картинка для деталки продукта
[~DEFAULT_VALUE] =>
)
[GALLERY1] => Array
(
[ID] => 202
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY1
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY1
[~DEFAULT_VALUE] =>
)
[GALLERY2] => Array
(
[ID] => 203
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY2
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY2
[~DEFAULT_VALUE] =>
)
[GALLERY3] => Array
(
[ID] => 204
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY3
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY3
[~DEFAULT_VALUE] =>
)
[GALLERY4] => Array
(
[ID] => 205
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY4
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY4
[~DEFAULT_VALUE] =>
)
[GALLERY5] => Array
(
[ID] => 206
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY5
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY5
[~DEFAULT_VALUE] =>
)
[VIDEO1] => Array
(
[ID] => 207
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO1
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO1
[~DEFAULT_VALUE] =>
)
[VIDEO2] => Array
(
[ID] => 208
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO2
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO2
[~DEFAULT_VALUE] =>
)
[VIDEO3] => Array
(
[ID] => 209
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO3
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO3
[~DEFAULT_VALUE] =>
)
[VIDEO4] => Array
(
[ID] => 210
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO4
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO4
[~DEFAULT_VALUE] =>
)
[VIDEO5] => Array
(
[ID] => 211
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO5
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO5
[~DEFAULT_VALUE] =>
)
[SHOW_IN_MAIN_PAGE] =>
)
[DISPLAY_PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13491
[VALUE] => Статья
[DESCRIPTION] =>
[VALUE_ENUM] => Статья
[VALUE_XML_ID] => article
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 44
[~VALUE] => Статья
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
[DISPLAY_VALUE] => Статья
)
)
[IBLOCK] => Array
(
[ID] => 19
[~ID] => 19
[TIMESTAMP_X] => 23.11.2022 13:26:25
[~TIMESTAMP_X] => 23.11.2022 13:26:25
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[REST_ON] => N
[~REST_ON] => N
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] => /articles/
[~SECTION_PAGE_URL] => /articles/
[CANONICAL_PAGE_URL] => /articles/articles/
[~CANONICAL_PAGE_URL] => /articles/articles/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] =>
[~RSS_FILE_LIMIT] =>
[RSS_FILE_DAYS] =>
[~RSS_FILE_DAYS] =>
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => N
[~INDEX_SECTION] => N
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.laser-bulat.ru
[~SERVER_NAME] => www.laser-bulat.ru
)
[SECTION] => Array
(
[PATH] => Array
(
)
)
[SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Преодолевая традиции
[BROWSER_TITLE] => Изготовление лазерных систем | [ОКБ БУЛАТ]
[KEYWORDS] =>
[DESCRIPTION] => В статье мы рассказали о том, как развивалась и менялась лазерная отрасль в нашей стране и о месте ОКБ БУЛАТ в этой отрасли на протяжении более чем 25 лет.
)
[PRODUCTS] => Array
(
)
[TAGS] => Array
(
[0] => Array
(
[ID] => 44
[~ID] => 44
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Статья
[~VALUE] => Статья
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => article
[~XML_ID] => article
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => article
[~EXTERNAL_ID] => article
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[1] => Array
(
[ID] => 46
[~ID] => 46
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Технология
[~VALUE] => Технология
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => tecknology
[~XML_ID] => tecknology
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => tecknology
[~EXTERNAL_ID] => tecknology
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[2] => Array
(
[ID] => 45
[~ID] => 45
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Обзор
[~VALUE] => Обзор
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => review
[~XML_ID] => review
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => review
[~EXTERNAL_ID] => review
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
)
)
Лазерная отрасль технологического оборудования имеет в нашей стране давнюю историю. Начиная с первых лет лазерной эры, до завершения «перестройки» на предприятиях электронной промышленности, были созданы десятки моделей лазерных установок различного назначения.
Технический уровень тогдашнего отечественного лазерного технологического оборудования, по крайней мере, в части
лазеров и оптики, практически не уступал зарубежному и, может быть, в чём-то его превосходил. Об этом
свидетельствует приобретение некоторых установок западными фирмами и многолетняя их работа в Германии и Франции.
Можно привести немало примеров долговременной востребованности и живучести выпускавшегося когда-то оборудования.
Ведь это факт, что сегодня, через двадцать лет после выпуска последней серийной установки, десятки «Квантов»
продолжают работать во многих отечественных производствах.
Сложившимся к концу «перестройки» специалистам, желавшим оставаться самими собой, в условиях деградации и развала
предоставлялась единственная, хотя и достаточно туманная, перспектива создания малых предприятий на разрозненных
останках системы. Одним из первых среди них оказалось ОКБ «Булат», учреждённое в 1991 году. Общее направление его
деятельности диктовалось одной из специализаций «материнской» фирмы НИИ «Зенит»: лазеры с ламповой накачкой. Область
их конкретного применения для малого предприятия определилась не сразу, но постепенно ею становилось лазерное
технологическое оборудование.
Состояние предприятия долгое время оставалось нестабильным из-за того, что объём немногочисленных заказов был
небольшим. Чаще всего заказчику требовалась одна, редко две-три установки, со специальными техническими
требованиями. Потребность в новых лазерных установках среди российских промышленных предприятий была ничтожной.
Трудоёмкость изделий фирмы была предельно высока, так как каждый заказ приходилось выполнять, как первый. О серии,
хотя бы малой, только мечтали.
Надежды на серийность появились в конце 90-х годов, когда благодаря старым связям удалось закрепиться в ещё никем
тогда не освоенной области технологического применения лазеров. Это была импульсная лазерная наплавка, в основном, с
целью восстановления изношенных прессформ.
ОКБ «Булат» стало конструкторской и производственной базой сотрудничества с одной германской фирмой в изготовлении,
поставках и обслуживании лазерного оборудования для ремонта прессформ. Первые предназначенные для решения этой
задачи установки были изготовлены и проданы в 1999 году. С тех пор совместными творческими усилиями было создано
несколько моделей лазерного оборудования, устройство которого учитывает особенности его применения в
инструментальном хозяйстве производителей пластмассовых изделий. Общее количество проданных за это время специальных
для этой цели установок перевалило за 500.
Для ОКБ «Булат» серийные заказы означали возможность разработать, наконец, унифицированные ряды функциональных узлов
лазеров, изготовление которых было целесообразно только у себя, наладить стабильные партнёрские отношения с
разработчиками и поставщиками источников питания, организовать устойчивое получение других комплектующих. Всё это
существенно снизило производственные расходы, привело к улучшению качества продукции, повысило гибкость ценовой
политики, способствовало соблюдению жёстких договорных сроков поставок и, тем самым, создало некоторый ресурс
конкурентоспособности на западном рынке. А в России экспортная составляющая в работе предприятия позволила
сравнительно благополучно пережить последствия дефолта 1998 года.
Стабилизация экономического состояния предприятия сделала возможным перейти к системной технической политике,
увеличить численность высококвалифицированных специалистов, постоянно совершенствовать продукцию, как путём
повышения её потребительских качеств, так и за счёт новых технических решений. Появилась возможность охватить своими
разработками практически все виды технологических применений импульсных твердотельных лазеров. Теперь наряду с
наплавкой, а также требующей аналогичных лазерных характеристик сваркой, установки СКБ «Булат» с успехом применяются
для размерной обработки и маркировки.
Удалось преодолеть давнюю традицию разрабатывать для каждого вида операций специализированные установки. Подход этот
оправдывал себя в 70-е годы и при тогдашнем уровне лазерной техники позволял решающим образом упрощать конструкцию и
повышать надёжность оборудования, что сделало его приемлемым для условий промышленного применения и обеспечивало
получение настоятельно требуемого тогда экономического эффекта.
В обстоятельствах, в которых оказалось ОКБ «Булат» после начала серийного выпуска установок для наплавки, обладавших
большой энергией - до 80 Дж и длительностями лазерных импульсов в интервале 2 – 20 мс, показалось нерациональным
разрабатывать специальные лазеры с меньшими значениями этих параметров, необходимыми для размерной обработки. Было
заманчивее в уже имевшихся лазерах расширить диапазон энергий и длительностей в сторону уменьшения их значений
только за счёт изменений в системах питания и управления. Современные электрокомпоненты и схемные решения позволяли
это сделать практически без усложнения и удорожания их конструкций. При этом расширялись возможности унификации и
модульного конструирования.
Но ещё интереснее то, что возрождался класс лазерных технологических установок - универсальных, от которых пришлось
отказаться когда-то, в дорыночный период развития отечественной лазерной технологии. Универсальные установки
ориентируются на потребителей, характер производства которых требует быстрой переналадки оборудования при частой
смене режимов технологических процессов. Как раз количество таких потребителей у нас постоянно увеличивается. Таким
образом, универсальность установок позволяет одновременно, с одной стороны, повысить степень унификации продукции
фирмы, а с другой - более адекватно ответить на изменения характера современного отечественного производства и
структуры рынка.
Однако и для традиционных производителей стабильной серийной продукции, активизировавшихся в последнее время,
универсализация оборудования при современном уровне его надёжности может представлять определённый интерес.
Специально для них дальнейшее развитие класса универсальных установок направлено на программирование переходов между
различными технологическими режимами при автоматизированной обработке сложных деталей и узлов за один установ.
Примером такого подхода в организации технологического процесса может служить уже работающая у заказчика установка
LRS. В производстве датчиков давления она при неизменном положении обрабатываемого изделия в автоматическом режиме
выполняет четыре операции со сменой параметров обработки: прихватку точечной сваркой деталей корпуса, подлежащего
герметизации, собственно герметизацию шовной сваркой, сглаживание неровностей поверхности шва и одновременное
улучшение структуры проплава путём его поверхностного оплавления и, наконец, маркировку изделия. Выгоды здесь
очевидны.
Текущая продукция, предлагаемая ОКБ «Булат», представлена несколькими сериями твердотельных лазеров и
технологических установок на их основе.
Серия HTS состоит из четырёх базовых комплектов лазеров на гранате с ламповой накачкой, включающих в себя излучатель
с оптической системой фокусировки и наблюдения и блок питания и охлаждения. Максимальные значения средней мощности
излучения – от 100 до 300 Вт, энергии импульсов – от 40 до 80 Дж, импульсной мощности – до 10 кВт. Длительность
импульсов – 0,2…20 мс, частота их повторения – 0,5…100 Гц. Потребность в приобретении таких лазерных комплектов - у
тех, кто проблемы размещения и передвижения обрабатываемого изделия на рабочей позиции может решить своими силами,
например, кода излучатель с оптической системой предполагается смонтировать на металлорежущем станке.
В своей собственной производственной программе базовые лазерные комплекты используются в установках серий HTS-Portal
и HTS-Mobile, конструкции которых обеспечивают возможность выполнения операций сварки, наплавки и размерной
обработки на крупногабаритных и тяжёлых изделиях. Например, установки HTS-Mobile используются для ремонта больших
прессформ весом до нескольких тонн, перемещение которых потребовало бы мощной подъёмно-транспортной техники.
Установка делает легкодоступным для лазерного луча любое дефектное место, подлежащее наплавке в пространстве объёмом
3 м3. При этом установка остаётся неподвижной, а в случае надобности её без большого труда можно перемещать вокруг
ремонтируемой прессформы.
Серия HTF – это лазеры с волоконным выводом излучения со следующими максимальными характеристиками: средняя мощность
от 50 до 150 Вт, энергия и мощность импульса соответственно от 40 до 60 Дж и от 4 до 6 кВт. Длительность импульсов
можно регулировать в пределах 0,2…20 мс, а частоту повторения – в диапазоне 0,5…100 Гц. В комплект поставки входит
оптическая система фокусировки излучения с микроскопом для наблюдения. Основная цель разработки этих лазеров –
расширение пределов доставки сфокусированного лазерного пучка и обеспечение доступности к месту наплавки при работе
с нетранспортабельными изделиями. Очевидно, что волоконный вывод излучения удобен также при выполнении
технологических операций в труднодоступных местах в условиях недостатка пространства, занятого другими
конструкциями.
Серия LRS. Она начала формироваться 10 лет назад, когда была разработана первая специализированная установка для
ремонта прессформ методом лазерной наплавки. Сейчас эта серия включает в себя три модели в семи модификациях,
отличающихся друг от друга энергией и мощностью лазерного излучения, размерами и грузоподъёмностью координатных
столов, а также степенью автоматизации. Характеристики излучения, в основном, те же, что и в упомянутых выше
лазерах. Простейшие из установок этой серии LRS-100, LRS-150 и LRS-200 имеют ручное управление координатными
столами. Эти установки рассчитаны на наибольший спрос, так как в большинстве случаев в условиях инструментальных
участков наплавка производится в ручном режиме. Автоматизация здесь, как правило, нецелесообразна, так как экономика
ремонта определяется не интенсификацией технологического процесса, а продлением срока службы количественно
ограниченного, но весьма дорогого объекта обработки. Тем не менее, тенденция к автоматизации и здесь уже
наблюдается.
Хотя лазерная наплавка, и в первую очередь при ремонте прессформ, всё ещё остаётся наиболее приоритетной из областей
применения продукции фирмы, в последнее время наметилось некоторое снижение спроса на установки для этих целей,
причём не только в связи с кризисом, но и вследствие постепенного насыщения европейского рынка. Кажется, пришла пора
будить отечественных производителей пластмассовых изделий. Но, поскольку на их быстрое пробуждение не приходится
очень надеяться, установки именно этой серии развиваются в направлении автоматизации и универсализации в расчете на
поддержку спроса со стороны производств, заинтересованных в мультипроцессных технологиях, о чём выше уже говорилось.
Наиболее продвинуты в этом направлении установки LRS-150AU и LRS-200AU.
Наконец, PICCOLASER. Эти малогабаритные установки были созданы в расчете на заинтересованность со стороны
отечественных ювелиров, зубных техников, мастерских по ремонту очков и т. п. Не век же им терпеть грохот
«Квантов-15». Лазерные параметры установок PICCOLASER позволяют сваривать и наплавлять любые металлы, используемые в
ювелирном деле и зубопротезировании. В частности, для сварки сплавов золота, обладающих высокими значениями
теплопроводности и коэффициента отражения, требуется большая энергия и мощность импульсов излучения. В этих
установках они доступны до уровня 80 Дж и 10 кВт соответственно. Оптимизации режимов сварки способствуют широкий
диапазон регулирования длительности импульсов (до 20 мс) и возможность подбирать их форму с учётом свойств
соединяемых металлов. Не лишним, как для ювелиров, так и для зубных техников, оказался и режим коротких импульсов
(0,2 мс). Его применяют при удалении налётов и загрязнений, что особенно затруднительно делать механическим
инструментом в узких зазорах, малых отверстиях и углублениях.
Таким образом, основная часть производственной программы предприятия включает в себя семь типов лазеров и шесть
моделей лазерных установок в шестнадцати модификациях. Конечно, кроме работы по основной программе, мы всегда готовы
рассмотреть и, по возможности, исполнить заявку на любое нестандартное лазерное оборудование.
В дополнение к лазерам и установкам разработаны и выпускаются сменные узлы и элементы технологической оснастки,
позволяющие расширить их возможности. В частности, потребитель нашей продукции может заказать сменные объективы с
различными фокусными расстояниями, оптический шарнир и узел поворота лазерного луча для наплавки на вертикальные
поверхности, систему телевизионного наблюдения, устройства вращения и микроперемещения свариваемых деталей и прочее.