LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Подробнее
LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Array
(
[ID] => 170
[~ID] => 170
[NAME] => Промышленное применение лазерной очистки
[~NAME] => Промышленное применение лазерной очистки
[IBLOCK_ID] => 19
[~IBLOCK_ID] => 19
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => text
[~DETAIL_TEXT_TYPE] => text
[PREVIEW_TEXT] => Сварные швы и клеевые соединения в двигателе и трансмиссии должны соответствовать строгим стандартам. Для получения первоклассного результата поверхности необходимо тщательно очищать. Лазеры – это прекрасный инструмент, способный удалить все следы налета от нефтепродуктов.
[~PREVIEW_TEXT] => Сварные швы и клеевые соединения в двигателе и трансмиссии должны соответствовать строгим стандартам. Для получения первоклассного результата поверхности необходимо тщательно очищать. Лазеры – это прекрасный инструмент, способный удалить все следы налета от нефтепродуктов.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] => Array
(
[ID] => 207
[TIMESTAMP_X] => 02.10.2023 11:06:40
[MODULE_ID] => iblock
[HEIGHT] => 450
[WIDTH] => 1000
[FILE_SIZE] => 452156
[CONTENT_TYPE] => image/jpeg
[SUBDIR] => iblock/544
[FILE_NAME] => qnup8she9e4sqcjhp03ftt348bivweib.jpeg
[ORIGINAL_NAME] => 88e11780eb21a78f1636b409e113c930.jpeg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 498cafda6336cb182058a29c3cd54e5b
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/544/qnup8she9e4sqcjhp03ftt348bivweib.jpeg
[UNSAFE_SRC] => /upload/iblock/544/qnup8she9e4sqcjhp03ftt348bivweib.jpeg
[SAFE_SRC] => /upload/iblock/544/qnup8she9e4sqcjhp03ftt348bivweib.jpeg
[ALT] => Промышленное применение лазерной очистки
[TITLE] => Промышленное применение лазерной очистки
)
[~DETAIL_PICTURE] => 207
[TIMESTAMP_X] => 02.10.2023 11:06:40
[~TIMESTAMP_X] => 02.10.2023 11:06:40
[ACTIVE_FROM_X] =>
[~ACTIVE_FROM_X] =>
[ACTIVE_FROM] =>
[~ACTIVE_FROM] =>
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/147/
[~DETAIL_PAGE_URL] => /articles/147/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => 147
[~CODE] => 147
[EXTERNAL_ID] => 170
[~EXTERNAL_ID] => 170
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[IBLOCK_CODE] => articles
[~IBLOCK_CODE] => articles
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[NAV_CACHED_DATA] =>
[DISPLAY_ACTIVE_FROM] =>
[IPROPERTY_VALUES] => Array
(
[ELEMENT_META_TITLE] => Промышленное применение лазерной очистки
[ELEMENT_META_DESCRIPTION] => Сварные швы и клеевые соединения, используемые в двигателях и трансмиссиях, должны соответствовать строгим стандартам. Для достижения высококачественных результатов поверхности должны быть тщательно очищены. Лазеры представляют собой превосходный инструмент, который способен эффективно удалять все следы загрязнения нефтепродуктами.
)
[FIELDS] => Array
(
)
[PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13492
[VALUE] => Статья
[DESCRIPTION] =>
[VALUE_ENUM] => Статья
[VALUE_XML_ID] => article
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 44
[~VALUE] => Статья
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
)
[TEXT_BEFORE] => Array
(
[ID] => 74
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице до "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_BEFORE
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] => 1464
[VALUE] => Array
(
[TEXT] => <p>
Различные узлы и детали могут быть загрязнены следами смазочных и охлаждающих жидкостей (СОЖ), применяемых при их производстве. Подобный, зачастую невидимый, налет значительно снижает качество последующих сварных, паяных или клеевых соединений. В частности, в условиях высокой автоматизации автомобилестроения и смежных производств постоянно повышаются требования, предъявляемые к качеству и надежности деталей, в том числе, к поверхностным загрязнениям, ставшие обязательной частью производственного процесса.
</p>
<p>
Традиционные методы очистки поверхности занимают много времени, не могут быть автоматизированы и, как правило, вредны для окружающей среды. И кроме того, не существует надежного метода для измерения их эффективности. Формальная процедура по оценке содержащихся на деталях в автомобилестроении регулируется стандартом VDA 19 и соответствующими требованиями ISO. Большой интерес к удалению загрязнений от различных жидкостей поставил системы лазерной очистки поверхности в центр внимания. Импульсный лазер легко удаляет следы жидкостей в зоне обработки, обеспечивая контроль процесса, его воспроизводимость и минимальный ущерб для экологии, и позволяя автоматизировать процесс.
</p>
<p style="font-size:18px">
<b>
Чистота повышает надежность </b>
</p>
<p>
При производстве блока шестерен технология лазерной сварки зарекомендовала себя за счет меньшего энергетического вложения и, как следствие, минимизации температурных искажений. Многочисленные узлы в трансмиссии автомобиля, производимые по самым строгим стандартам качества, изготавливаются из различных сплавов и материалов, сварка которых сложна или практически не возможна с применением традиционных технологий.
</p>
<p>
Для получения надежных сварных соединений, исключающих наличие пор и микротрещин, автопроизводителям необходим быстрый и автоматизированный способ зачистки свариваемых поверхностей от нежелательных загрязнений. Системы лазерной очистки отвечают всем этим требованиям, в частности, построенные на твердотельных лазерах с импульсным режимом работы.
</p>
<p style="font-size:18px">
<b>
Быстро и в самую точку </b>
</p>
<p>
В высокоавтоматизированном массовом производстве существенным фактором является время. В отличие от традиционных методов очистки, подразумевающих обработку детали целиком за счет погружения в растворитель или механическое либо термическое воздействие, технология лазерной очистки нацелена на обработку конкретных участков узла, необходимых для сварки или склеивания. Площадь подобных участков обычно составляет несколько квадратных миллиметров.
</p>
<p style="text-align: center;">
<img alt="gearwheel-laser-cleaning.jpg" src="/upload/medialibrary/c18/bwed5l7aa91344l8stlcnmlodjcth2h2.jpg" title="gearwheel-laser-cleaning.jpg"><br>
</p>
<br>
<strong style="font-size:13px;">Пример применения технологии лазерной очистки.</strong>
<p>
Время необходимое на лазерную очистку сопоставимо со временем лазерной сварки, которое в среднем составляет от четырех до десяти секунд. Второе преимущество, позволяющее сокращать временные издержи, – исключение этапа по перемещению деталей на установку очистки и обратно. Оборудование для лазерной очистки встраивается в линию, предпочтительно непосредственно перед сваркой или склейкой.
</p>
<p style="font-size:18px">
<b>
Быстро и в самую точку </b>
</p>
<p>
Для очистки поверхности детали сканаторы быстро перемещают по ней лазерный луч туда и обратно. В зависимости от требуемого результата возможно применение различных техник сканирования. Линейная развертка может применяться при очистке небольших загрязнений. При сильных загрязнениях лазерный луч перемещается по кругу с небольшим перекрытием, аналогично движению электрической зубной щетки. При этом импульсы лазерного излучения многократно проходят через одну и ту же точку, повышая интенсивность процесса очистки.
</p>
<div style="text-align:center; font-size:12px;">
<img alt="gearwheel-laser-cleaning-2.jpg" src="/upload/medialibrary/98d/nkkkhdqlulvlkav12fpd6xdlx2fb385p.jpg" title="gearwheel-laser-cleaning-2.jpg"><br>
</div>
<p>
Так же лазер способен выполнять очистку «вокруг углов» без необходимости переустановки детали. Зеркала, располагаются таким образом, чтобы направлять лазерное излучение для одновременной очистки лицевой и задней поверхности трубы или профильной детали.
</p>
<p style="font-size:18px">
<b>
Только там, где необходимо </b>
</p>
<p>
Лазеры способны обрабатывать наиболее чувствительные поверхности, такие как алюминий, углепластик или детали с покрытием, не повреждая основы. Дополнительно, при изменении параметров, тот же лазер способен придать шероховатость поверхности, увеличив адгезионные свойства соединения. Гибкость лазерных систем, позволяет им адаптироваться под задачи с различными требованиями. В зависимости от применения TRUMPF определяет мощность лазера и частоту повторения импульсов, руководствуясь принципом: «как можно меньше и не более того, что необходимо». В итоге технология позволяет экономить до пяти раз по сравнению с очисткой химическими реагентами.
</p>
<p style="font-size:18px">
<b>
Чистая альтернатива </b>
</p>
<p>
«Чистым» является не только результат обработки, но и сама технология в целом. В отличие от химических способов, она не требует использование токсичных растворителей и избегает шумового загрязнения характерного для механических способов. Более того, лазерная очистка мягче, экономичнее и значительно быстрее других методов. Эти преимущества уже оценили в автомобильной индустрии и за ними следуют остальные, осознавая, что лазер — это инструмент очистки со множеством применений.
</p>
<br>
<p style="font-size:12px">
<b>Подготовлено по материалам:</b><br>
THE GENTLE OIL REMOVER [<a href="http://www.laser-community.com/en/lasers-clean-power-from-oily-residues-with-sita-messtechnik/">Laser-Community</a>]
</p>
[TYPE] => HTML
)
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => Array
(
[TEXT] =>
Различные узлы и детали могут быть загрязнены следами смазочных и охлаждающих жидкостей (СОЖ), применяемых при их производстве. Подобный, зачастую невидимый, налет значительно снижает качество последующих сварных, паяных или клеевых соединений. В частности, в условиях высокой автоматизации автомобилестроения и смежных производств постоянно повышаются требования, предъявляемые к качеству и надежности деталей, в том числе, к поверхностным загрязнениям, ставшие обязательной частью производственного процесса.
Традиционные методы очистки поверхности занимают много времени, не могут быть автоматизированы и, как правило, вредны для окружающей среды. И кроме того, не существует надежного метода для измерения их эффективности. Формальная процедура по оценке содержащихся на деталях в автомобилестроении регулируется стандартом VDA 19 и соответствующими требованиями ISO. Большой интерес к удалению загрязнений от различных жидкостей поставил системы лазерной очистки поверхности в центр внимания. Импульсный лазер легко удаляет следы жидкостей в зоне обработки, обеспечивая контроль процесса, его воспроизводимость и минимальный ущерб для экологии, и позволяя автоматизировать процесс.
Чистота повышает надежность
При производстве блока шестерен технология лазерной сварки зарекомендовала себя за счет меньшего энергетического вложения и, как следствие, минимизации температурных искажений. Многочисленные узлы в трансмиссии автомобиля, производимые по самым строгим стандартам качества, изготавливаются из различных сплавов и материалов, сварка которых сложна или практически не возможна с применением традиционных технологий.
Для получения надежных сварных соединений, исключающих наличие пор и микротрещин, автопроизводителям необходим быстрый и автоматизированный способ зачистки свариваемых поверхностей от нежелательных загрязнений. Системы лазерной очистки отвечают всем этим требованиям, в частности, построенные на твердотельных лазерах с импульсным режимом работы.
Быстро и в самую точку
В высокоавтоматизированном массовом производстве существенным фактором является время. В отличие от традиционных методов очистки, подразумевающих обработку детали целиком за счет погружения в растворитель или механическое либо термическое воздействие, технология лазерной очистки нацелена на обработку конкретных участков узла, необходимых для сварки или склеивания. Площадь подобных участков обычно составляет несколько квадратных миллиметров.
Пример применения технологии лазерной очистки.
Время необходимое на лазерную очистку сопоставимо со временем лазерной сварки, которое в среднем составляет от четырех до десяти секунд. Второе преимущество, позволяющее сокращать временные издержи, – исключение этапа по перемещению деталей на установку очистки и обратно. Оборудование для лазерной очистки встраивается в линию, предпочтительно непосредственно перед сваркой или склейкой.
Быстро и в самую точку
Для очистки поверхности детали сканаторы быстро перемещают по ней лазерный луч туда и обратно. В зависимости от требуемого результата возможно применение различных техник сканирования. Линейная развертка может применяться при очистке небольших загрязнений. При сильных загрязнениях лазерный луч перемещается по кругу с небольшим перекрытием, аналогично движению электрической зубной щетки. При этом импульсы лазерного излучения многократно проходят через одну и ту же точку, повышая интенсивность процесса очистки.
Так же лазер способен выполнять очистку «вокруг углов» без необходимости переустановки детали. Зеркала, располагаются таким образом, чтобы направлять лазерное излучение для одновременной очистки лицевой и задней поверхности трубы или профильной детали.
Только там, где необходимо
Лазеры способны обрабатывать наиболее чувствительные поверхности, такие как алюминий, углепластик или детали с покрытием, не повреждая основы. Дополнительно, при изменении параметров, тот же лазер способен придать шероховатость поверхности, увеличив адгезионные свойства соединения. Гибкость лазерных систем, позволяет им адаптироваться под задачи с различными требованиями. В зависимости от применения TRUMPF определяет мощность лазера и частоту повторения импульсов, руководствуясь принципом: «как можно меньше и не более того, что необходимо». В итоге технология позволяет экономить до пяти раз по сравнению с очисткой химическими реагентами.
Чистая альтернатива
«Чистым» является не только результат обработки, но и сама технология в целом. В отличие от химических способов, она не требует использование токсичных растворителей и избегает шумового загрязнения характерного для механических способов. Более того, лазерная очистка мягче, экономичнее и значительно быстрее других методов. Эти преимущества уже оценили в автомобильной индустрии и за ними следуют остальные, осознавая, что лазер — это инструмент очистки со множеством применений.
Подготовлено по материалам:
THE GENTLE OIL REMOVER [Laser-Community]
[TYPE] => HTML
)
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице до "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[TEXT_AFTER] => Array
(
[ID] => 75
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице после "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_AFTER
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице после "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[PRODUCT_ARTICLE] => Array
(
[ID] => 76
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Оборудование из статьи
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_ARTICLE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Оборудование из статьи
[~DEFAULT_VALUE] =>
)
[PRODUCT_DETAIL_PICTURE] => Array
(
[ID] => 100
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Картинка для деталки продукта
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_DETAIL_PICTURE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 1465
[VALUE] => 1574
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => 1574
[~DESCRIPTION] =>
[~NAME] => Картинка для деталки продукта
[~DEFAULT_VALUE] =>
)
[GALLERY1] => Array
(
[ID] => 202
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY1
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY1
[~DEFAULT_VALUE] =>
)
[GALLERY2] => Array
(
[ID] => 203
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY2
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY2
[~DEFAULT_VALUE] =>
)
[GALLERY3] => Array
(
[ID] => 204
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY3
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY3
[~DEFAULT_VALUE] =>
)
[GALLERY4] => Array
(
[ID] => 205
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY4
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY4
[~DEFAULT_VALUE] =>
)
[GALLERY5] => Array
(
[ID] => 206
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY5
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY5
[~DEFAULT_VALUE] =>
)
[VIDEO1] => Array
(
[ID] => 207
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO1
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO1
[~DEFAULT_VALUE] =>
)
[VIDEO2] => Array
(
[ID] => 208
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO2
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO2
[~DEFAULT_VALUE] =>
)
[VIDEO3] => Array
(
[ID] => 209
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO3
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO3
[~DEFAULT_VALUE] =>
)
[VIDEO4] => Array
(
[ID] => 210
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO4
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO4
[~DEFAULT_VALUE] =>
)
[VIDEO5] => Array
(
[ID] => 211
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO5
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO5
[~DEFAULT_VALUE] =>
)
[SHOW_IN_MAIN_PAGE] =>
)
[DISPLAY_PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13492
[VALUE] => Статья
[DESCRIPTION] =>
[VALUE_ENUM] => Статья
[VALUE_XML_ID] => article
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 44
[~VALUE] => Статья
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
[DISPLAY_VALUE] => Статья
)
)
[IBLOCK] => Array
(
[ID] => 19
[~ID] => 19
[TIMESTAMP_X] => 23.11.2022 13:26:25
[~TIMESTAMP_X] => 23.11.2022 13:26:25
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[REST_ON] => N
[~REST_ON] => N
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] => /articles/
[~SECTION_PAGE_URL] => /articles/
[CANONICAL_PAGE_URL] => /articles/articles/
[~CANONICAL_PAGE_URL] => /articles/articles/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] =>
[~RSS_FILE_LIMIT] =>
[RSS_FILE_DAYS] =>
[~RSS_FILE_DAYS] =>
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => N
[~INDEX_SECTION] => N
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.laser-bulat.ru
[~SERVER_NAME] => www.laser-bulat.ru
)
[SECTION] => Array
(
[PATH] => Array
(
)
)
[SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Промышленное применение лазерной очистки
[BROWSER_TITLE] => Промышленное применение лазерной очистки
[KEYWORDS] =>
[DESCRIPTION] => Сварные швы и клеевые соединения, используемые в двигателях и трансмиссиях, должны соответствовать строгим стандартам. Для достижения высококачественных результатов поверхности должны быть тщательно очищены. Лазеры представляют собой превосходный инструмент, который способен эффективно удалять все следы загрязнения нефтепродуктами.
)
[PRODUCTS] => Array
(
)
[TAGS] => Array
(
[0] => Array
(
[ID] => 44
[~ID] => 44
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Статья
[~VALUE] => Статья
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => article
[~XML_ID] => article
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => article
[~EXTERNAL_ID] => article
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[1] => Array
(
[ID] => 46
[~ID] => 46
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Технология
[~VALUE] => Технология
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => tecknology
[~XML_ID] => tecknology
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => tecknology
[~EXTERNAL_ID] => tecknology
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[2] => Array
(
[ID] => 45
[~ID] => 45
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Обзор
[~VALUE] => Обзор
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => review
[~XML_ID] => review
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => review
[~EXTERNAL_ID] => review
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
)
)
Сварные швы и клеевые соединения в двигателе и трансмиссии должны соответствовать строгим стандартам. Для получения первоклассного результата поверхности необходимо тщательно очищать. Лазеры – это прекрасный инструмент, способный удалить все следы налета от нефтепродуктов.
Различные узлы и детали могут быть загрязнены следами смазочных и охлаждающих жидкостей (СОЖ), применяемых при их производстве. Подобный, зачастую невидимый, налет значительно снижает качество последующих сварных, паяных или клеевых соединений. В частности, в условиях высокой автоматизации автомобилестроения и смежных производств постоянно повышаются требования, предъявляемые к качеству и надежности деталей, в том числе, к поверхностным загрязнениям, ставшие обязательной частью производственного процесса.
Традиционные методы очистки поверхности занимают много времени, не могут быть автоматизированы и, как правило, вредны для окружающей среды. И кроме того, не существует надежного метода для измерения их эффективности. Формальная процедура по оценке содержащихся на деталях в автомобилестроении регулируется стандартом VDA 19 и соответствующими требованиями ISO. Большой интерес к удалению загрязнений от различных жидкостей поставил системы лазерной очистки поверхности в центр внимания. Импульсный лазер легко удаляет следы жидкостей в зоне обработки, обеспечивая контроль процесса, его воспроизводимость и минимальный ущерб для экологии, и позволяя автоматизировать процесс.
Чистота повышает надежность
При производстве блока шестерен технология лазерной сварки зарекомендовала себя за счет меньшего энергетического вложения и, как следствие, минимизации температурных искажений. Многочисленные узлы в трансмиссии автомобиля, производимые по самым строгим стандартам качества, изготавливаются из различных сплавов и материалов, сварка которых сложна или практически не возможна с применением традиционных технологий.
Для получения надежных сварных соединений, исключающих наличие пор и микротрещин, автопроизводителям необходим быстрый и автоматизированный способ зачистки свариваемых поверхностей от нежелательных загрязнений. Системы лазерной очистки отвечают всем этим требованиям, в частности, построенные на твердотельных лазерах с импульсным режимом работы.
Быстро и в самую точку
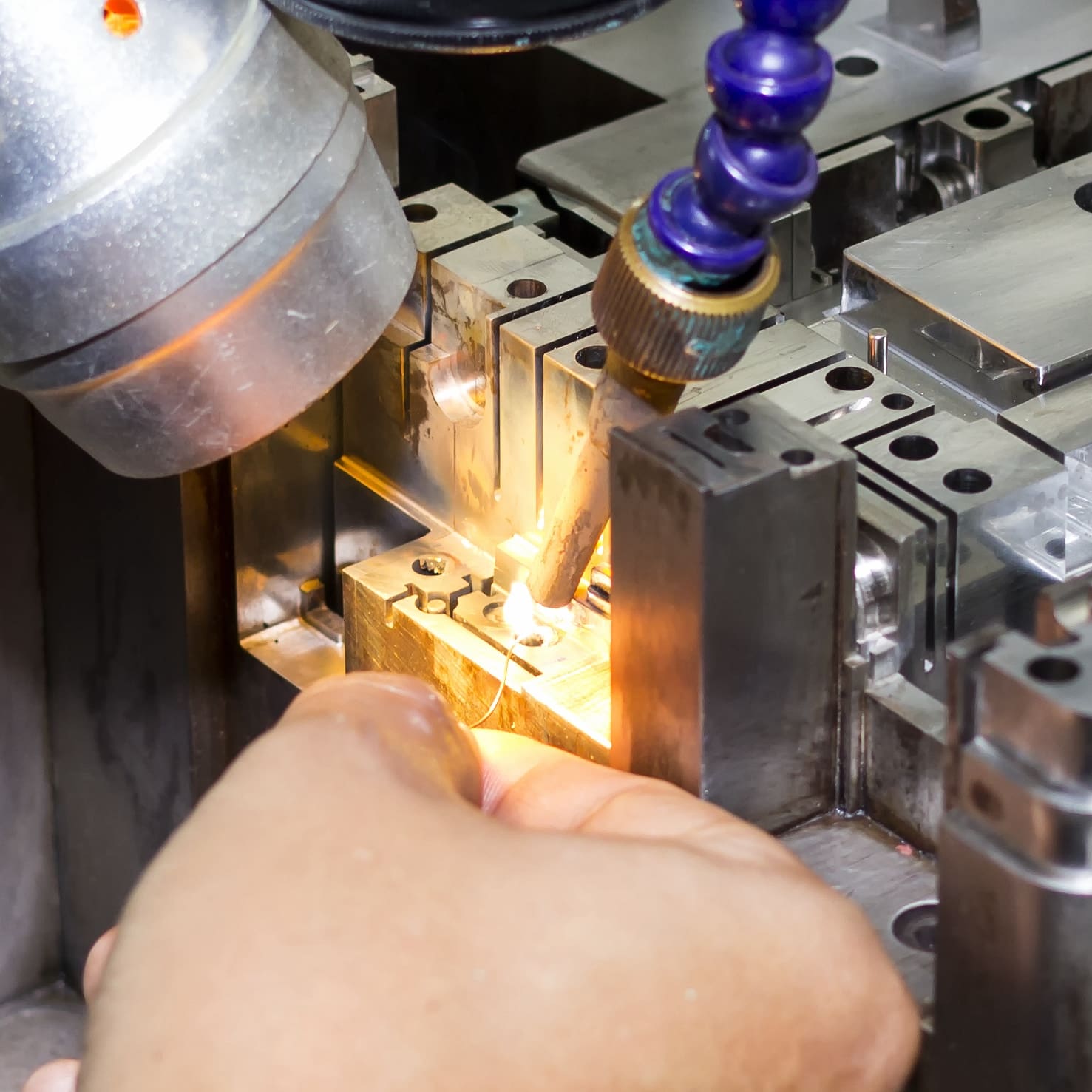
В высокоавтоматизированном массовом производстве существенным фактором является время. В отличие от традиционных методов очистки, подразумевающих обработку детали целиком за счет погружения в растворитель или механическое либо термическое воздействие, технология лазерной очистки нацелена на обработку конкретных участков узла, необходимых для сварки или склеивания. Площадь подобных участков обычно составляет несколько квадратных миллиметров.
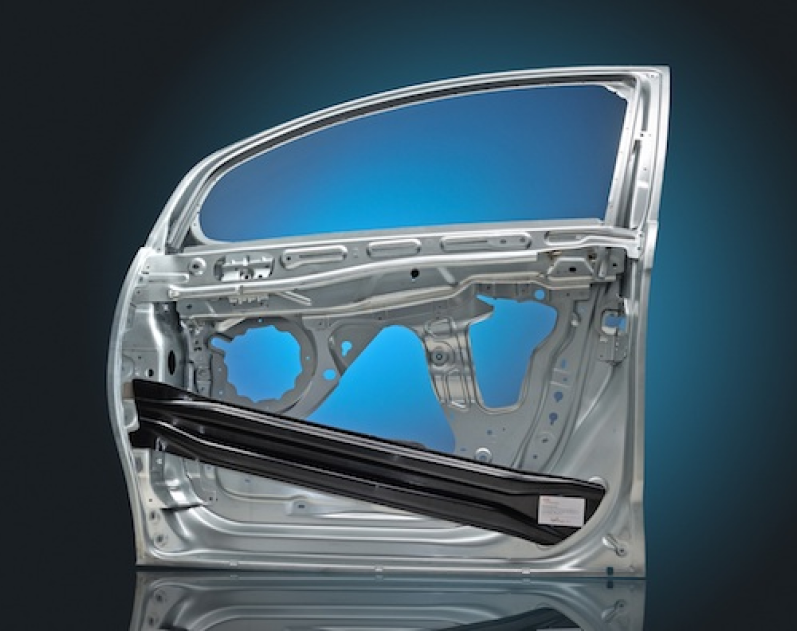
Пример применения технологии лазерной очистки.
Время необходимое на лазерную очистку сопоставимо со временем лазерной сварки, которое в среднем составляет от четырех до десяти секунд. Второе преимущество, позволяющее сокращать временные издержи, – исключение этапа по перемещению деталей на установку очистки и обратно. Оборудование для лазерной очистки встраивается в линию, предпочтительно непосредственно перед сваркой или склейкой.
Быстро и в самую точку
Для очистки поверхности детали сканаторы быстро перемещают по ней лазерный луч туда и обратно. В зависимости от требуемого результата возможно применение различных техник сканирования. Линейная развертка может применяться при очистке небольших загрязнений. При сильных загрязнениях лазерный луч перемещается по кругу с небольшим перекрытием, аналогично движению электрической зубной щетки. При этом импульсы лазерного излучения многократно проходят через одну и ту же точку, повышая интенсивность процесса очистки.
Так же лазер способен выполнять очистку «вокруг углов» без необходимости переустановки детали. Зеркала, располагаются таким образом, чтобы направлять лазерное излучение для одновременной очистки лицевой и задней поверхности трубы или профильной детали.
Только там, где необходимо
Лазеры способны обрабатывать наиболее чувствительные поверхности, такие как алюминий, углепластик или детали с покрытием, не повреждая основы. Дополнительно, при изменении параметров, тот же лазер способен придать шероховатость поверхности, увеличив адгезионные свойства соединения. Гибкость лазерных систем, позволяет им адаптироваться под задачи с различными требованиями. В зависимости от применения TRUMPF определяет мощность лазера и частоту повторения импульсов, руководствуясь принципом: «как можно меньше и не более того, что необходимо». В итоге технология позволяет экономить до пяти раз по сравнению с очисткой химическими реагентами.
Чистая альтернатива
«Чистым» является не только результат обработки, но и сама технология в целом. В отличие от химических способов, она не требует использование токсичных растворителей и избегает шумового загрязнения характерного для механических способов. Более того, лазерная очистка мягче, экономичнее и значительно быстрее других методов. Эти преимущества уже оценили в автомобильной индустрии и за ними следуют остальные, осознавая, что лазер — это инструмент очистки со множеством применений.
Подготовлено по материалам:
THE GENTLE OIL REMOVER [Laser-Community]