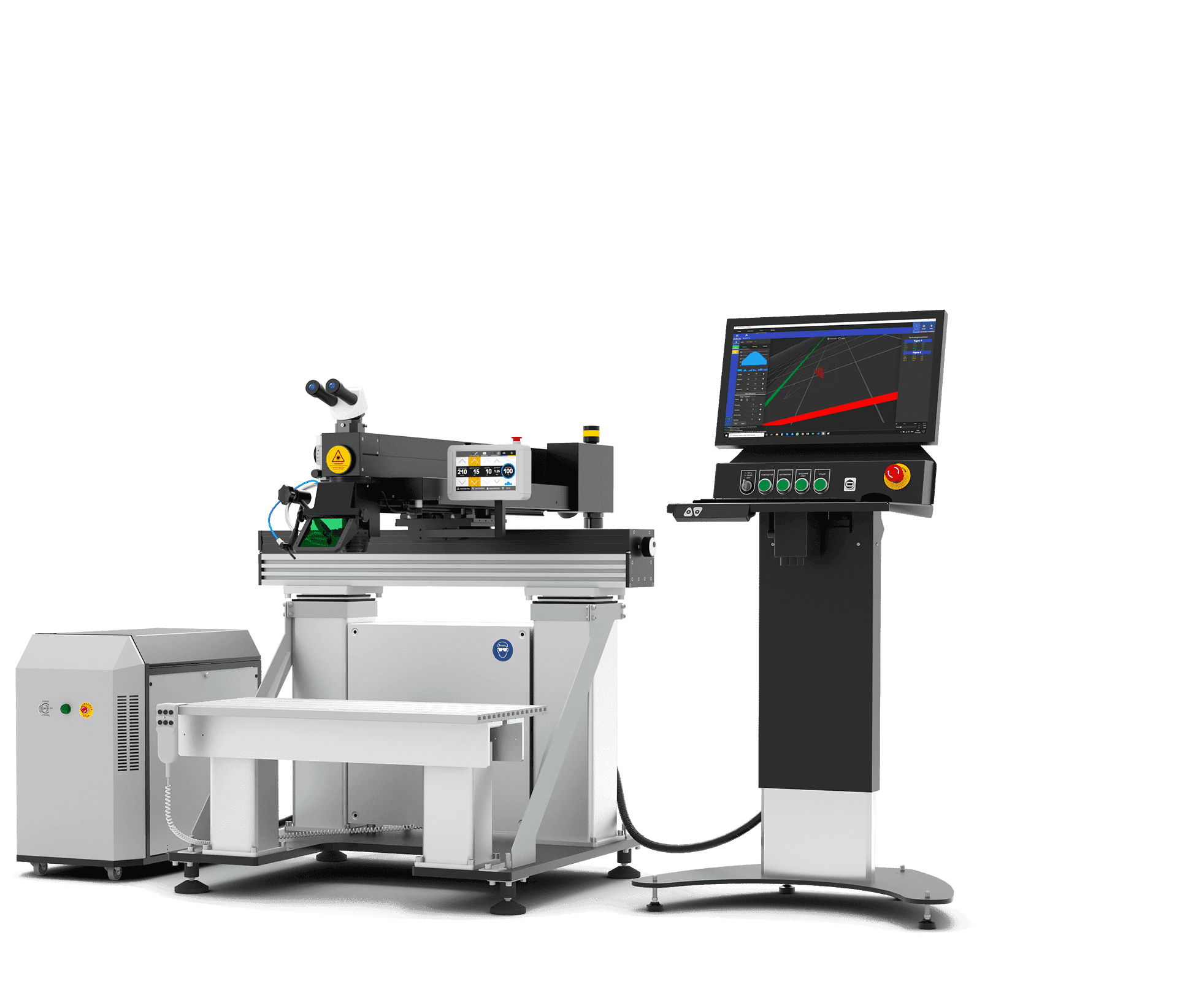
LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Подробнее
LaserSTUDIO работает под операционной системой Windows и управляет всеми устройствами лазерного
комплекса по сети CAN. LaserSTUDIO предназначена для выполнения технологического процесса
лазерной обработки путём создания рабочих траекторий и введения технологических параметров.
Array
(
[ID] => 164
[~ID] => 164
[NAME] => Импульсная лазерная наплавка
[~NAME] => Импульсная лазерная наплавка
[IBLOCK_ID] => 19
[~IBLOCK_ID] => 19
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Лазерная наплавка прекрасно подходит для восстановления и модификации деталей.
[~PREVIEW_TEXT] => Лазерная наплавка прекрасно подходит для восстановления и модификации деталей.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] => Array
(
[ID] => 1585
[TIMESTAMP_X] => 02.10.2023 11:01:01
[MODULE_ID] => iblock
[HEIGHT] => 450
[WIDTH] => 1000
[FILE_SIZE] => 52332
[CONTENT_TYPE] => image/jpeg
[SUBDIR] => iblock/219
[FILE_NAME] => c0qhle57embzmfqhhz04bgr2h0d2sq01.jpeg
[ORIGINAL_NAME] => j3cc1su4f5pxwunw41dbisjp2esyrk6q (1).jpeg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 17fb2335e8784e25e1ad71af7096dbb9
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/219/c0qhle57embzmfqhhz04bgr2h0d2sq01.jpeg
[UNSAFE_SRC] => /upload/iblock/219/c0qhle57embzmfqhhz04bgr2h0d2sq01.jpeg
[SAFE_SRC] => /upload/iblock/219/c0qhle57embzmfqhhz04bgr2h0d2sq01.jpeg
[ALT] => Импульсная лазерная наплавка
[TITLE] => Импульсная лазерная наплавка
)
[~DETAIL_PICTURE] => 1585
[TIMESTAMP_X] => 02.10.2023 11:01:01
[~TIMESTAMP_X] => 02.10.2023 11:01:01
[ACTIVE_FROM_X] => 2016-07-04 00:00:00
[~ACTIVE_FROM_X] => 2016-07-04 00:00:00
[ACTIVE_FROM] => 04.07.2016
[~ACTIVE_FROM] => 04.07.2016
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/78/
[~DETAIL_PAGE_URL] => /articles/78/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => 78
[~CODE] => 78
[EXTERNAL_ID] => 78
[~EXTERNAL_ID] => 78
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[IBLOCK_CODE] => articles
[~IBLOCK_CODE] => articles
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[NAV_CACHED_DATA] =>
[DISPLAY_ACTIVE_FROM] => 04.07.2016
[IPROPERTY_VALUES] => Array
(
[ELEMENT_META_TITLE] => Импульсная лазерная наплавка
[ELEMENT_META_DESCRIPTION] => Технологический процесс импульсной лазерной наплавки представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочного материала. Присадочный материал, расплавляясь, заполняет место дефекта.
)
[FIELDS] => Array
(
)
[PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13481
[VALUE] => Технология
[DESCRIPTION] =>
[VALUE_ENUM] => Технология
[VALUE_XML_ID] => tecknology
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 46
[~VALUE] => Технология
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
)
[TEXT_BEFORE] => Array
(
[ID] => 74
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице до "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_BEFORE
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] => 1536
[VALUE] => Array
(
[TEXT] => <p>
Технологический процесс импульсной лазерной наплавки представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочного материала. В качестве присадочного материала могут быть использованы проволока, гранулированный порошок, лента. Присадочный материал, расплавляясь, заполняет место дефекта. После лазерной наплавки требуется минимальная, по сравнению с традиционными методами наплавки, механическая обработка.
</p>
<p>
Особенностью импульсной лазерной наплавки является минимальная зона воздействия и высокая скорость протекания процесса, которые приводят к снижению нагрева детали и как следствие практически полному отсутствию поводок и отпуска металла вблизи зоны обработки. Для предотвращения окисления расплавленного металла зону наплавки защищают инертными газами, например смесью аргона с гелием.
</p>
<div style="text-align:center; font-size:12px;">
<img alt="Screenshot_16.png" src="/upload/medialibrary/678/s6dt9rh4fvz29elwahmsd0z199mnwl52.png" title="shot_16.png"><br>
<strong style="font-size:13px;">Схема процесса лазерной наплавки с подачей присадочной проволоки.</strong> <br>
1. Защитное стекло объектива. 2. Лазерное излучение. 3. Наплавленный материал. <br>
4. Присадочная проволока. 5. Деталь. 6. Защитный газ.
</div>
<p>
При ручной лазерной наплавке подача присадочного материала осуществляется оператором вручную. В большинстве случаев при этом методе в качестве присадки применяют проволоки диаметрами от 0,15 до 0,8 мм, материал которых подбирается в зависимости от решаемой задачи. Наплавляемый материал может обладать как идентичными свойствами с основой так и отличными от них, формируя тем самым функциональный слой, например, с повышенной твердостью.
</p>
<p>
Ручная лазерная наплавка оптимальная для устранения небольших локальных дефектов, таких как: вскрытые поры, сколы, задиры и т.п. В зависимости от конфигурации лазерные станки для ручной наплавки могут работать как с небольшими деталями, ремонт которых, как правило, производится на самом станке, так и с многотонными деталями, для обработки которых используют линейки мобильных станков и станков с волоконным выводом излучения.
</p>
<div style="text-align:center; font-size:12px;">
<img alt="shot_17.png" src="/upload/medialibrary/153/je39184eyt3y17mga1qfm1pdaxkbl59p.png" title="shot_17.png"><br>
<strong style="font-size:13px;">Схема процесса лазерной наплавки с подачей порошка в качестве присадочного материала.</strong> <br>
1. Лазерное излучение. 2. Подача порошка. 3. Наплавленный материал. 4. Подача защитного газа. 5. Деталь.
</div>
<p>
Автоматизированная лазерная наплавка характеризуется механизированной подачей присадочного материала. В качестве которого могут выступать и проволока, поступающая в зону обработки при помощи автоматизированного податчика, и металлический порошок, подаваемый в зону расплава через специальное сопло. Этот метод обладает высокой производительностью и наиболее часто применяется для выполнения работ по наплавке большого объема материала, так например при восстановлении валов.
</p>
<p>
Как и в предыдущем методе, используя различные присадочные материалы, возможно формировать не только слой с идентичными с основой свойствами, но и сложные покрытия, повышающие ресурс и изменяющие технические свойства детали.
</p>
[TYPE] => HTML
)
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => Array
(
[TEXT] =>
Технологический процесс импульсной лазерной наплавки представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочного материала. В качестве присадочного материала могут быть использованы проволока, гранулированный порошок, лента. Присадочный материал, расплавляясь, заполняет место дефекта. После лазерной наплавки требуется минимальная, по сравнению с традиционными методами наплавки, механическая обработка.
Особенностью импульсной лазерной наплавки является минимальная зона воздействия и высокая скорость протекания процесса, которые приводят к снижению нагрева детали и как следствие практически полному отсутствию поводок и отпуска металла вблизи зоны обработки. Для предотвращения окисления расплавленного металла зону наплавки защищают инертными газами, например смесью аргона с гелием.
Схема процесса лазерной наплавки с подачей присадочной проволоки.
1. Защитное стекло объектива. 2. Лазерное излучение. 3. Наплавленный материал.
4. Присадочная проволока. 5. Деталь. 6. Защитный газ.
При ручной лазерной наплавке подача присадочного материала осуществляется оператором вручную. В большинстве случаев при этом методе в качестве присадки применяют проволоки диаметрами от 0,15 до 0,8 мм, материал которых подбирается в зависимости от решаемой задачи. Наплавляемый материал может обладать как идентичными свойствами с основой так и отличными от них, формируя тем самым функциональный слой, например, с повышенной твердостью.
Ручная лазерная наплавка оптимальная для устранения небольших локальных дефектов, таких как: вскрытые поры, сколы, задиры и т.п. В зависимости от конфигурации лазерные станки для ручной наплавки могут работать как с небольшими деталями, ремонт которых, как правило, производится на самом станке, так и с многотонными деталями, для обработки которых используют линейки мобильных станков и станков с волоконным выводом излучения.
Схема процесса лазерной наплавки с подачей порошка в качестве присадочного материала.
1. Лазерное излучение. 2. Подача порошка. 3. Наплавленный материал. 4. Подача защитного газа. 5. Деталь.
Автоматизированная лазерная наплавка характеризуется механизированной подачей присадочного материала. В качестве которого могут выступать и проволока, поступающая в зону обработки при помощи автоматизированного податчика, и металлический порошок, подаваемый в зону расплава через специальное сопло. Этот метод обладает высокой производительностью и наиболее часто применяется для выполнения работ по наплавке большого объема материала, так например при восстановлении валов.
Как и в предыдущем методе, используя различные присадочные материалы, возможно формировать не только слой с идентичными с основой свойствами, но и сложные покрытия, повышающие ресурс и изменяющие технические свойства детали.
[TYPE] => HTML
)
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице до "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[TEXT_AFTER] => Array
(
[ID] => 75
[TIMESTAMP_X] => 2022-10-28 00:14:17
[IBLOCK_ID] => 19
[NAME] => Текст на детальной странице после "Оборудование из статьи"
[ACTIVE] => Y
[SORT] => 500
[CODE] => TEXT_AFTER
[DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] => HTML
[USER_TYPE_SETTINGS] => Array
(
[height] => 200
)
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Текст на детальной странице после "Оборудование из статьи"
[~DEFAULT_VALUE] => Array
(
[TYPE] => HTML
[TEXT] =>
)
)
[PRODUCT_ARTICLE] => Array
(
[ID] => 76
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Оборудование из статьи
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_ARTICLE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => Оборудование из статьи
[~DEFAULT_VALUE] =>
)
[PRODUCT_DETAIL_PICTURE] => Array
(
[ID] => 100
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Картинка для деталки продукта
[ACTIVE] => Y
[SORT] => 500
[CODE] => PRODUCT_DETAIL_PICTURE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 1537
[VALUE] => 285
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] => 285
[~DESCRIPTION] =>
[~NAME] => Картинка для деталки продукта
[~DEFAULT_VALUE] =>
)
[GALLERY1] => Array
(
[ID] => 202
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY1
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY1
[~DEFAULT_VALUE] =>
)
[GALLERY2] => Array
(
[ID] => 203
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY2
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY2
[~DEFAULT_VALUE] =>
)
[GALLERY3] => Array
(
[ID] => 204
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY3
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY3
[~DEFAULT_VALUE] =>
)
[GALLERY4] => Array
(
[ID] => 205
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY4
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY4
[~DEFAULT_VALUE] =>
)
[GALLERY5] => Array
(
[ID] => 206
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #GALLERY5
[ACTIVE] => Y
[SORT] => 500
[CODE] => GALLERY5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #GALLERY5
[~DEFAULT_VALUE] =>
)
[VIDEO1] => Array
(
[ID] => 207
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO1
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO1
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO1
[~DEFAULT_VALUE] =>
)
[VIDEO2] => Array
(
[ID] => 208
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO2
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO2
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO2
[~DEFAULT_VALUE] =>
)
[VIDEO3] => Array
(
[ID] => 209
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO3
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO3
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO3
[~DEFAULT_VALUE] =>
)
[VIDEO4] => Array
(
[ID] => 210
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO4
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO4
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO4
[~DEFAULT_VALUE] =>
)
[VIDEO5] => Array
(
[ID] => 211
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => #VIDEO5
[ACTIVE] => Y
[SORT] => 500
[CODE] => VIDEO5
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => F
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] =>
[HINT] =>
[PROPERTY_VALUE_ID] =>
[VALUE] =>
[DESCRIPTION] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[~VALUE] =>
[~DESCRIPTION] =>
[~NAME] => #VIDEO5
[~DEFAULT_VALUE] =>
)
[SHOW_IN_MAIN_PAGE] =>
)
[DISPLAY_PROPERTIES] => Array
(
[TYPE] => Array
(
[ID] => 53
[TIMESTAMP_X] => 2024-05-30 09:52:42
[IBLOCK_ID] => 19
[NAME] => Тип
[ACTIVE] => Y
[SORT] => 500
[CODE] => TYPE
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => L
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[TMP_ID] =>
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 1
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => a:0:{}
[HINT] =>
[PROPERTY_VALUE_ID] => 13481
[VALUE] => Технология
[DESCRIPTION] =>
[VALUE_ENUM] => Технология
[VALUE_XML_ID] => tecknology
[VALUE_SORT] => 500
[VALUE_ENUM_ID] => 46
[~VALUE] => Технология
[~DESCRIPTION] =>
[~NAME] => Тип
[~DEFAULT_VALUE] =>
[DISPLAY_VALUE] => Технология
)
)
[IBLOCK] => Array
(
[ID] => 19
[~ID] => 19
[TIMESTAMP_X] => 23.11.2022 13:26:25
[~TIMESTAMP_X] => 23.11.2022 13:26:25
[IBLOCK_TYPE_ID] => articles
[~IBLOCK_TYPE_ID] => articles
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[REST_ON] => N
[~REST_ON] => N
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /articles/
[~LIST_PAGE_URL] => /articles/
[DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => /articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] => /articles/
[~SECTION_PAGE_URL] => /articles/
[CANONICAL_PAGE_URL] => /articles/articles/
[~CANONICAL_PAGE_URL] => /articles/articles/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] =>
[~RSS_FILE_LIMIT] =>
[RSS_FILE_DAYS] =>
[~RSS_FILE_DAYS] =>
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => N
[~INDEX_SECTION] => N
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.laser-bulat.ru
[~SERVER_NAME] => www.laser-bulat.ru
)
[SECTION] => Array
(
[PATH] => Array
(
)
)
[SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Импульсная лазерная наплавка
[BROWSER_TITLE] => Импульсная лазерная наплавка
[KEYWORDS] =>
[DESCRIPTION] => Технологический процесс импульсной лазерной наплавки представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочного материала. Присадочный материал, расплавляясь, заполняет место дефекта.
)
[PRODUCTS] => Array
(
)
[TAGS] => Array
(
[0] => Array
(
[ID] => 44
[~ID] => 44
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Статья
[~VALUE] => Статья
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => article
[~XML_ID] => article
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => article
[~EXTERNAL_ID] => article
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[1] => Array
(
[ID] => 46
[~ID] => 46
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Технология
[~VALUE] => Технология
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => tecknology
[~XML_ID] => tecknology
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => tecknology
[~EXTERNAL_ID] => tecknology
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
[2] => Array
(
[ID] => 45
[~ID] => 45
[PROPERTY_ID] => 53
[~PROPERTY_ID] => 53
[VALUE] => Обзор
[~VALUE] => Обзор
[DEF] => N
[~DEF] => N
[SORT] => 500
[~SORT] => 500
[XML_ID] => review
[~XML_ID] => review
[TMP_ID] =>
[~TMP_ID] =>
[EXTERNAL_ID] => review
[~EXTERNAL_ID] => review
[PROPERTY_NAME] => Тип
[~PROPERTY_NAME] => Тип
[PROPERTY_CODE] => TYPE
[~PROPERTY_CODE] => TYPE
[PROPERTY_SORT] => 500
[~PROPERTY_SORT] => 500
)
)
)
Лазерная наплавка прекрасно подходит для восстановления и модификации деталей.
Технологический процесс импульсной лазерной наплавки представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочного материала. В качестве присадочного материала могут быть использованы проволока, гранулированный порошок, лента. Присадочный материал, расплавляясь, заполняет место дефекта. После лазерной наплавки требуется минимальная, по сравнению с традиционными методами наплавки, механическая обработка.
Особенностью импульсной лазерной наплавки является минимальная зона воздействия и высокая скорость протекания процесса, которые приводят к снижению нагрева детали и как следствие практически полному отсутствию поводок и отпуска металла вблизи зоны обработки. Для предотвращения окисления расплавленного металла зону наплавки защищают инертными газами, например смесью аргона с гелием.
Схема процесса лазерной наплавки с подачей присадочной проволоки.
1. Защитное стекло объектива. 2. Лазерное излучение. 3. Наплавленный материал.
4. Присадочная проволока. 5. Деталь. 6. Защитный газ.
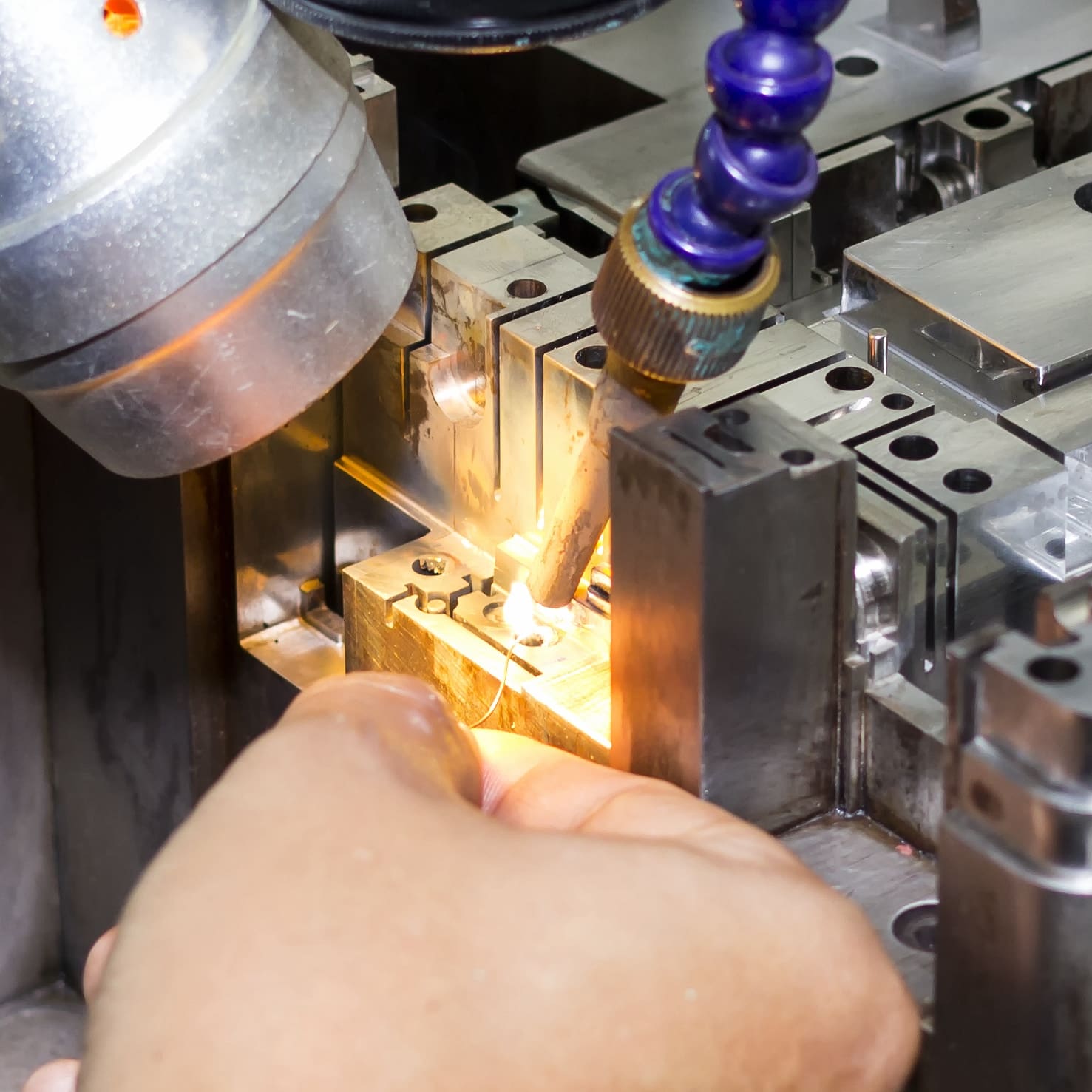
При ручной лазерной наплавке подача присадочного материала осуществляется оператором вручную. В большинстве случаев при этом методе в качестве присадки применяют проволоки диаметрами от 0,15 до 0,8 мм, материал которых подбирается в зависимости от решаемой задачи. Наплавляемый материал может обладать как идентичными свойствами с основой так и отличными от них, формируя тем самым функциональный слой, например, с повышенной твердостью.
Ручная лазерная наплавка оптимальная для устранения небольших локальных дефектов, таких как: вскрытые поры, сколы, задиры и т.п. В зависимости от конфигурации лазерные станки для ручной наплавки могут работать как с небольшими деталями, ремонт которых, как правило, производится на самом станке, так и с многотонными деталями, для обработки которых используют линейки мобильных станков и станков с волоконным выводом излучения.
Схема процесса лазерной наплавки с подачей порошка в качестве присадочного материала.
1. Лазерное излучение. 2. Подача порошка. 3. Наплавленный материал. 4. Подача защитного газа. 5. Деталь.
Автоматизированная лазерная наплавка характеризуется механизированной подачей присадочного материала. В качестве которого могут выступать и проволока, поступающая в зону обработки при помощи автоматизированного податчика, и металлический порошок, подаваемый в зону расплава через специальное сопло. Этот метод обладает высокой производительностью и наиболее часто применяется для выполнения работ по наплавке большого объема материала, так например при восстановлении валов.
Как и в предыдущем методе, используя различные присадочные материалы, возможно формировать не только слой с идентичными с основой свойствами, но и сложные покрытия, повышающие ресурс и изменяющие технические свойства детали.